Yx z – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 241
8-34
8
Zyklen
TNC 407/ TNC 415 B/ TNC 425
Y
X
Z
Q5
X
Y
k
Q9=–1
Q9=+1
Q8
X
Z
Q1
Q6
Q10
Q7
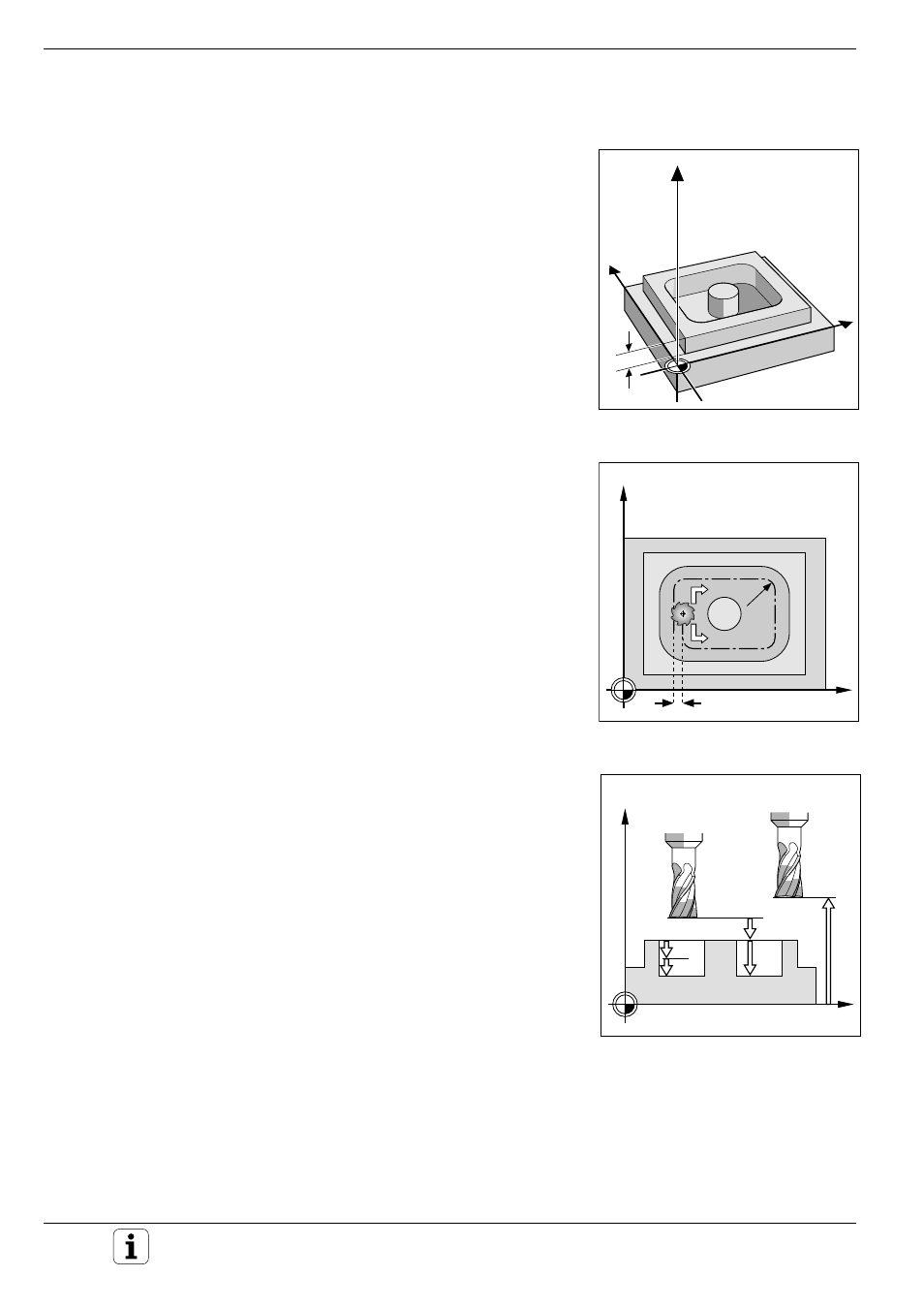
KONTUR-DATEN (Zyklus 20)
Anwendung
In Zyklus 20 werden Bearbeitungsinformationen für die Unterprogramme
mit den Teilkonturen angegeben.
Diese Bearbeitungsinformationen gelten für die Zyklen 21 bis 24.
Eingaben
• FRAESTIEFE Q1:
Abstand zwischen Werkstückoberfläche und Taschengrund.
• BAHN-ÜBERLAPPUNG FAKTOR Q2:
Q2 * Werkzeug-Radius ergibt die seitliche Zustellung k.
• SCHLICHTAUFMASS SEITE Q3:
Schlicht-Aufmaß in der Bearbeitungs-Ebene.
• SCHLICHTAUFMASS TIEFE Q4:
Schlicht-Aufmaß für die Tiefe.
• KOORDinate WERKSTUECK-OBERFLAECHE Q5:
Absolute Koordinate der Werkstück-Oberfläche bezogen auf den
Werkstück-Nullpunkt.
• SICHERHEITS-ABSTAND Q6:
Abstand zwischen Werkzeug-Stirnfläche und Werkstück-Oberfläche.
• SICHERE HOEHE Q7:
Absolute Höhe, in der keine Kollision mit dem Werkstück erfolgen
kann (für Zwischenpositionierung und Rückzug am Zyklus-Ende).
• INNEN-RUNDUNGSRADIUS Q8:
Verrundungs-Radius an Innen- „Ecken“.
• DREHSINN ? UHRZEIGERSINN = -1 Q9:
Bearbeitungs-Richtung für Taschen
im Uhrzeigersinn
(Q9 = –1 Gegenlauf für Tasche und Insel)
im Gegenuhrzeigersinn
(Q9 = +1 Gleichlauf für Tasche und Insel).
Das Vorzeichen der Frästiefe Q1 legt die Arbeitsrichtung fest
(Vorzeichen – bei negativer Arbeitsrichtung).
Wirkung
Zyklus 20 wirkt ab seiner Definition.
Die Bearbeitungs-Parameter können bei einer Programm-Unterbrechung
überprüft und ggf. überschrieben werden.
Werden die SL-Zyklen in Q-Parameter-Programmen angewendet, sollten-
die Zyklus-Parameter Q1 bis Q14 nicht als Programm-Parameter benutzt
werden.
Abb. 8.38: Parameter für Abstände und
Zustellungen
Abb. 8.37: Drehsinn Q9 und seitliche
Zustellung k
Abb. 8.36: Koordinate der Werkstück
Oberfläche Q5