Yx z – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 218
8-11
8
Zyklen
TNC 407/ TNC 415 B/ TNC 425
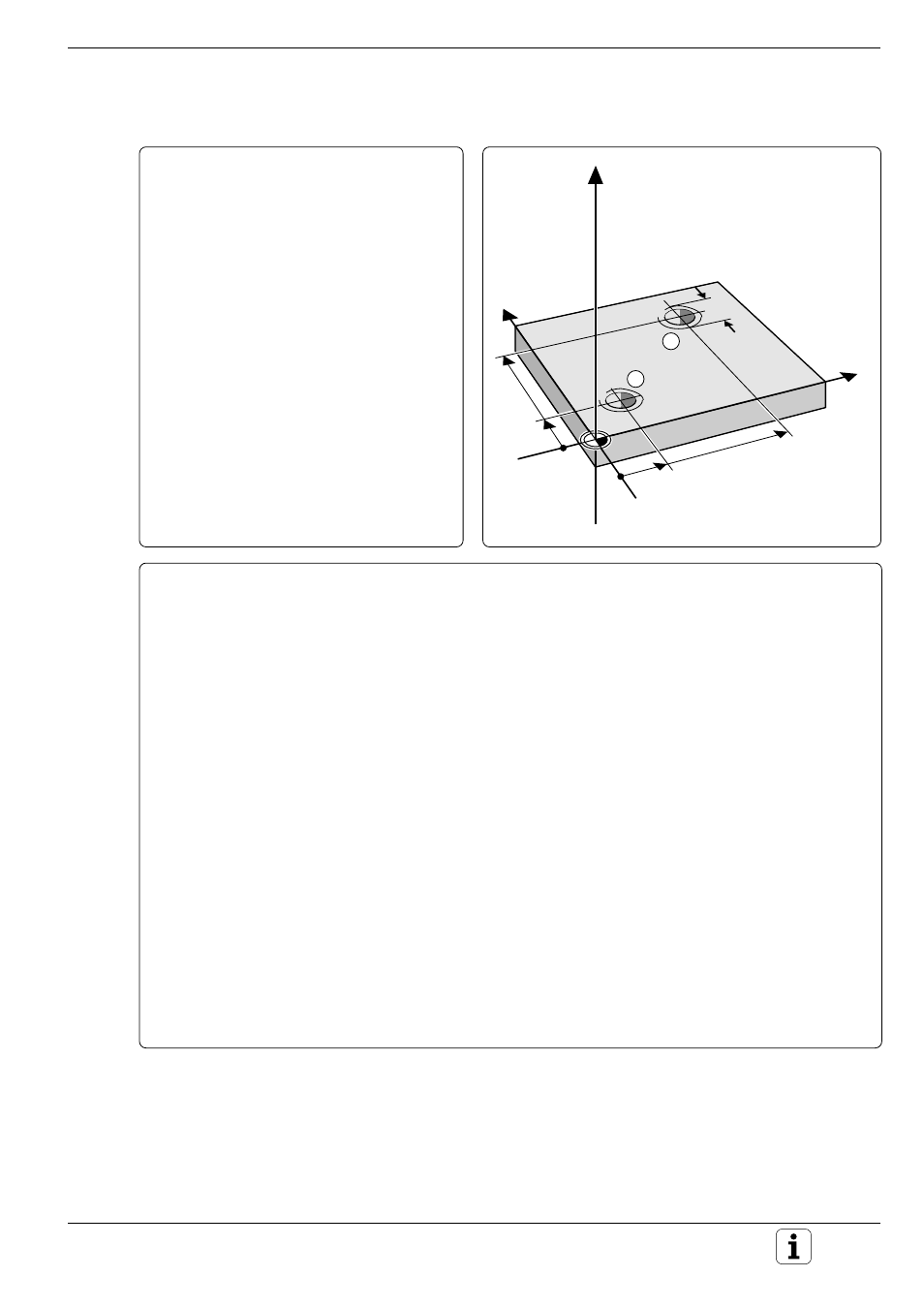
Übungsbeispiel: Gewindeschneiden mit Gewindemeißel
Gewinde M12 in einer Durchgangsbohrung
von unten nach oben schneiden.
Koordinaten der Gewindebohrungen:
X
= 20
mm
Y
= 20
mm
X
= 70
mm
Y
= 70
mm
Werkstückdicke:
20
mm
Steigung p:
1.75
mm
Drehzahl:
100
U/min
Sicherheits-Abstand oben:
5
mm
Sicherheits-Abstand unten:
5
mm
Zyklus GEWINDESCHNEIDEN im Bearbeitungsprogramm
0
BEGIN PGM C18 MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 1 L+0 R+6
4
TOOL CALL 1 Z S100
5
L Z+50 R0 FMAX
6
CYCL DEF 18.0 GEWINDESCHNEIDEN
7
CYCL DEF 18.1 TIEFE +30 ................................ Gewindetiefe, positive Richtung
8
CYCL DEF 18.2 STEIG –1.75 ............................. Gewindesteigung, – da Arbeitsrichtung von unten nach oben
9
L X+20 Y+20 R0 FMAX ...................................... 1. Bohrung in der Ebene anfahren
10
CALL LBL 1 ........................................................ Unterprogramm rufen
11
L X+70 Y+70 R0 FMAX ...................................... 2. Bohrung in der Ebene anfahren
12
CALL LBL 1 ........................................................ Unterprogramm rufen
13
L Z+100 R0 F MAX M2 ...................................... Ende Hauptprogramm
14
LBL 1
15
CYCL DEF 13.0 ORIENTIERUNG
16
CYCL DEF 13.1 WINKEL +0 .............................. Spindel orientieren auf 0° (dadurch wiederholtes Schneiden
möglich)
17
L IX–2 R0 F 1000 ................................................ Werkzeug in der Ebene versetzen, für kollisionsfreies
Eintauchen (abhängig vom Kerndurchmesser)
18
L Z+5 R0 F MAX ................................................ Vorpositionieren im Eilgang in der Werkzeug-Achse auf
Sicherheits-Abstand über Werkstück
19
L Z–30 R0 F 1000 ............................................... Vorpositionieren im Eilvorschub in der Werkzeug-Achse auf
Startpunkt unten
20
L IX+2 ................................................................. Werkzeug in der Ebene wieder auf Bohrungs-Mitte stellen
21
CYCL CALL ......................................................... Zyklus rufen
22
LBL 0 .................................................................. Unterprogramm-Ende
23
END PGM C18 MM
70
20
70
20
Y
X
Z
M12
2
1