Ab d c – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 243
8-36
8
Zyklen
TNC 407/ TNC 415 B/ TNC 425
A
B
D
C
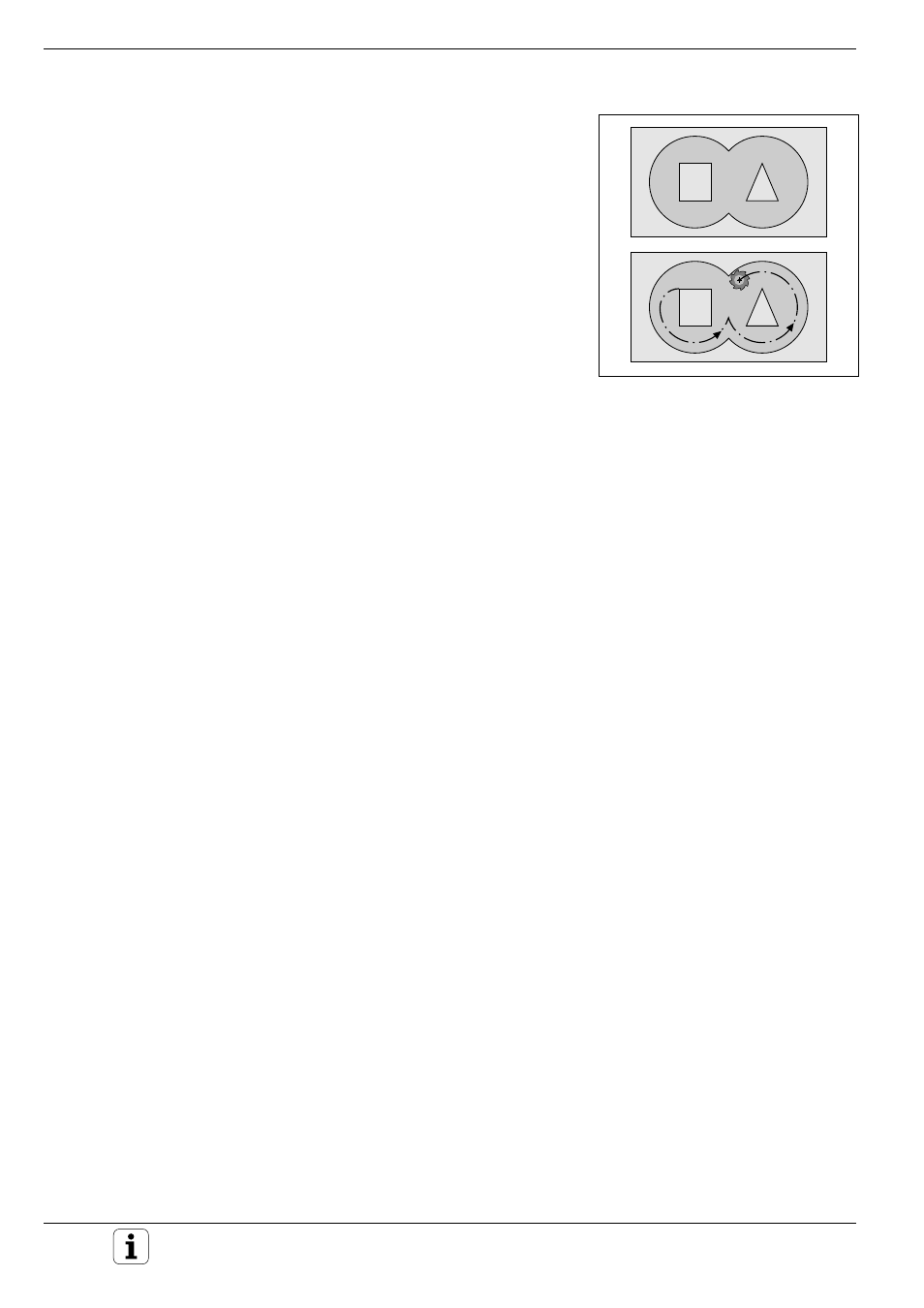
RAEUMEN (Zyklus 22)
Zyklus-Ablauf
• Das Werkzeug über den Einstichpunkt
positionieren.
• SCHLICHTAUFMASS SEITE wird berücksichtigt.
• In der ersten Zustell-Tiefe fräst das Werkzeug
mit dem Fräsvorschub Q12 die Kontur von
innen nach außen.
• Dabei werden die Inselkonturen (hier: C/D) mit
einer Annäherung an die Taschenkontur
(hier: A/B) freigefräst.
• Anschließend wird die Taschenkontur fertigge-
stellt und das Werkzeug auf die SICHERE
HOEHE zurückgezogen.
Eingaben
• ZUSTELL-TIEFE Q10:
Maß, um das das Werkzeug jeweils zugestellt wird
(Vorzeichen bei negativer Arbeitsrichtung –)
• VORSCHUB TIEFENZUSTELLUNG Q11:
Eintauchvorschub in mm/min
• VORSCHUB AUSRAEUMEN Q12:
Fräsvorschub in mm/min
Voraussetzung
Der Zyklus erfordert einen Fräser mit einem Stirnzahn über Mitte schnei-
dend (DIN 844).
SCHLICHTEN TIEFE (Zyklus 23)
Zyklus-Ablauf
SCHLICHTEN TIEFE läuft wie Zyklus 22 RAEUMEN ab. Das Werkzeug
wird auf einem vertikalen Tangentialkreis auf die zu bearbeitende Ebene
verfahren.
Eingaben
• VORSCHUB TIEFENZUSTELLUNG Q11:
Verfahrgeschwindigkeit des Werkzeugs beim Einstechen
• VORSCHUB AUSRAEUMEN Q12:
Fräsvorschub
Abb. 8.40: Werkzeug-Bahn beim RAEUMEN:
A, B = Taschen; C, D = Inseln