Yx z – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 246
8-39
8
Zyklen
TNC 407/ TNC 415 B/ TNC 425
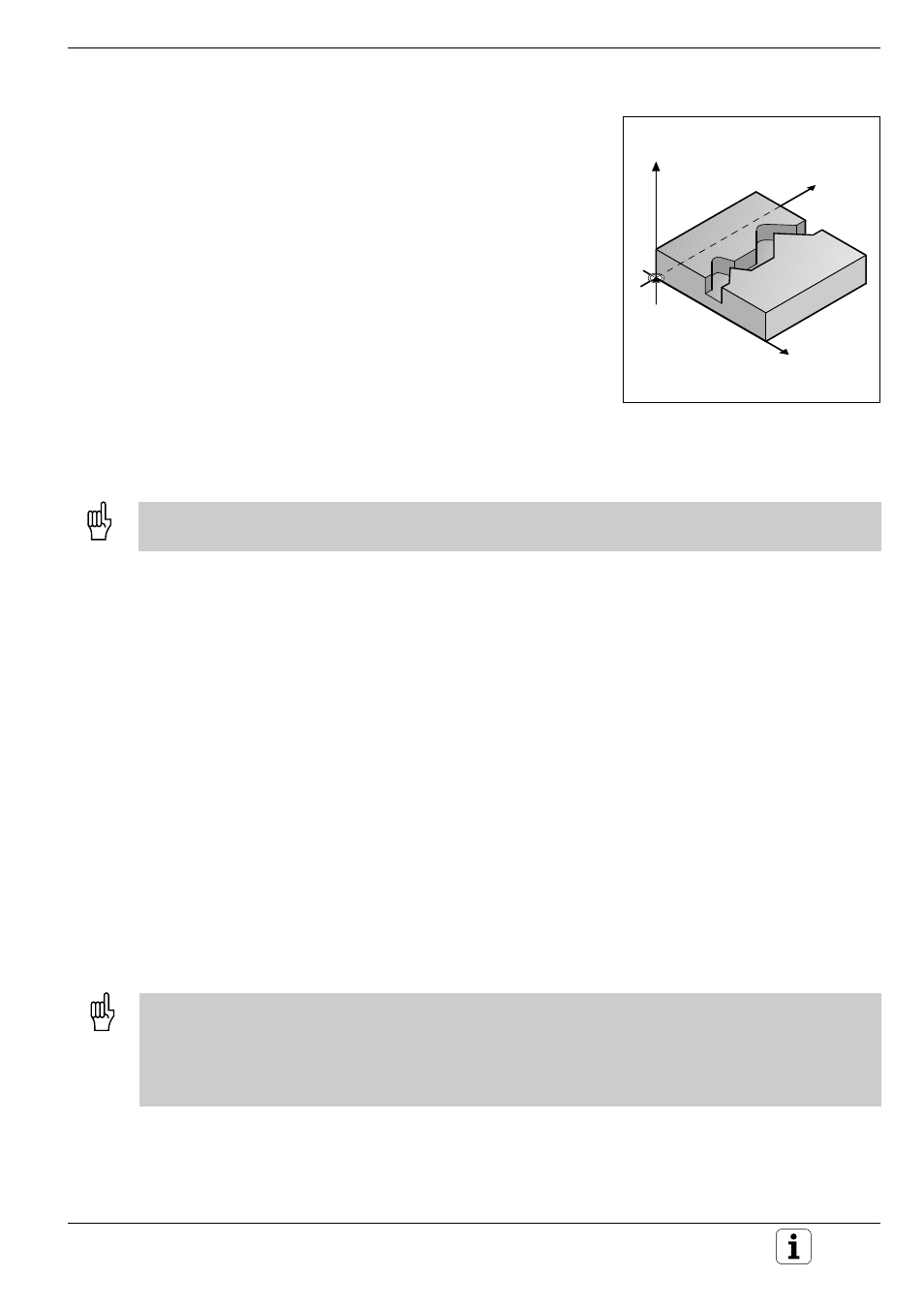
Y
X
Z
KONTUR-ZUG (Zyklus 25)
Zyklus-Ablauf
Mit diesem Zyklus lassen sich – in Verbindung mit Zyklus 14 KONTUR –
„offene“ Konturen bearbeiten: Konturbeginn und -ende fallen nicht
zusammen.
Der Zyklus 25 KONTUR-ZUG bietet gegenüber der Bearbeitung einer
offenen Kontur mit Positioniersätzen erhebliche Vorteile:
• Die TNC überwacht die Bearbeitung auf Hinterschneidungen und
Konturverletzungen. Kontur mit der Test-Grafik überprüfen!
• Ist der Werkzeug-Radius zu groß, so muß die Kontur an Innenecken
eventuell nachbearbeitet werden.
• Die Bearbeitung läßt sich durchgehend im Gleich- oder Gegenlauf
ausführen. Die Fräsart bleibt sogar erhalten, wenn Konturen gespiegelt
werden.
• Bei mehreren Zustellungen läßt sich das Werkzeug hin und her
verfahren: Die Bearbeitung geht dadurch schneller.
• Aufmaße können eingegeben werden, um in mehreren Arbeitsgängen
zu schruppen und zu schlichten.
Zyklus 25 KONTUR-ZUG sollte nicht für geschlossene Konturen verwendet werden. Bei geschlossenen Konturen
dürfen Konturbeginn und -ende nicht an einem Eckpunkt zusammenfallen.
Eingaben
• FRAESTIEFE Q1:
Abstand zwischen Werkstück-Oberfläche und Konturgrund
Das Vorzeichen der Frästiefe legt die Arbeitsrichtung fest
(– entspricht negativer Werkzeugachsen-Richtung)
• SCHLICHTAUFMASS SEITE Q3:
Schlichtaufmaß in der Bearbeitungsebene
• KOORD. WERKSTUECK-OBERFLAECHE Q5:
Absolute Koordinate der Werkstück-Oberfläche bezogen auf den
Werkstück-Nullpunkt
• SICHERE HOEHE Q7:
Absolute Höhe, in der keine Kollision zwischen Werkzeug und Werk
stück erfolgen kann
– Werkzeug-Rückzug-Position am Zyklus-Ende
• ZUSTELL - TIEFE Q10:
Maß, um das das Werkzeug jeweils zugestellt wird
• VORSCHUB TIEFENZUSTELLUNG Q11:
Vorschub bei Verfahrbewegungen in der Werkzeug-Achse
• VORSCHUB FRAESEN Q12:
Vorschub bei Verfahrbewegungen in der Bearbeitungsebene
• FRAESART ? GEGENLAUF = -1 Q15:
Gleichlauf-Fräsen:
Eingabe = +1
Gegenlauf-Fräsen:
Eingabe = –1
Abwechselnd im Gleich- und Gegenlauf fräsen bei mehreren
Zustellungen:
Eingabe = 0
• Wenn der Zyklus 25 KONTUR-ZUG eingesetzt wird, wird nur das erste Label aus Zyklus 14 KONTUR
bearbeitet.
• Direkt hinter Zyklus 25 programmierte Positionen im Kettenmaße beziehen sich auf die Position des Werk-
zeugs am Zyklus-Ende
• Das Unterprogramm darf maximal 128 Konturelemente enthalten.
• Zyklus 20 KONTUR-DATEN wird nicht benötigt.
Abb. 8.41: Beispiel für eine „offene Kontur“