Yx z – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 244
8-37
8
Zyklen
TNC 407/ TNC 415 B/ TNC 425
SCHLICHTEN SEITE (Zyklus 24)
Zyklus-Ablauf
Das Werkzeug wird auf einer Kreisbahn tangential an die Teilkonturen
verfahren und jede Teilkontur wird separat geschlichtet.
Eingaben
• DREHSINN ? UHRZEIGERSINN = -1 Q9:
Bearbeitungsrichtung;
+1: Drehung im Gegenuhrzeigersinn
–1: Drehung im Uhrzeigersinn
• ZUSTELL-TIEFE Q10:
Maß, um das das Werkzeug jeweils zugestellt wird.
• VORSCHUB TIEFENZUSTELLUNG Q11:
Eintauchvorschub
• VORSCHUB AUSRAEUMEN Q12:
Fräsvorschub
• SCHLICHTAUFMASS SEITE Q14:
Eingabemöglichkeit eines Aufmaßes für mehrmaliges Schlichten.
Der letzte Schlicht-Rest wird ausgeräumt, wenn Q14 = 0 eingegeben
wird.
Voraussetzung
• Die Summe aus SCHLICHTAUFMASS SEITE (Q14) und Schlichtwerk
zeug-Radius muß kleiner sein als die Summe aus SCHLICHTAUFMASS
SEITE (Q3,Zyklus 20) und Räumwerkzeug-Radius.
Wird Zyklus 24 abgearbeitet ohne zuvor mit Zyklus 22 ausgeräumt zu
haben, gilt oben erwähnt Berechnung ebenso; für den Radius des
Räum-Werkzeugs ist dann 0 einzusetzen.
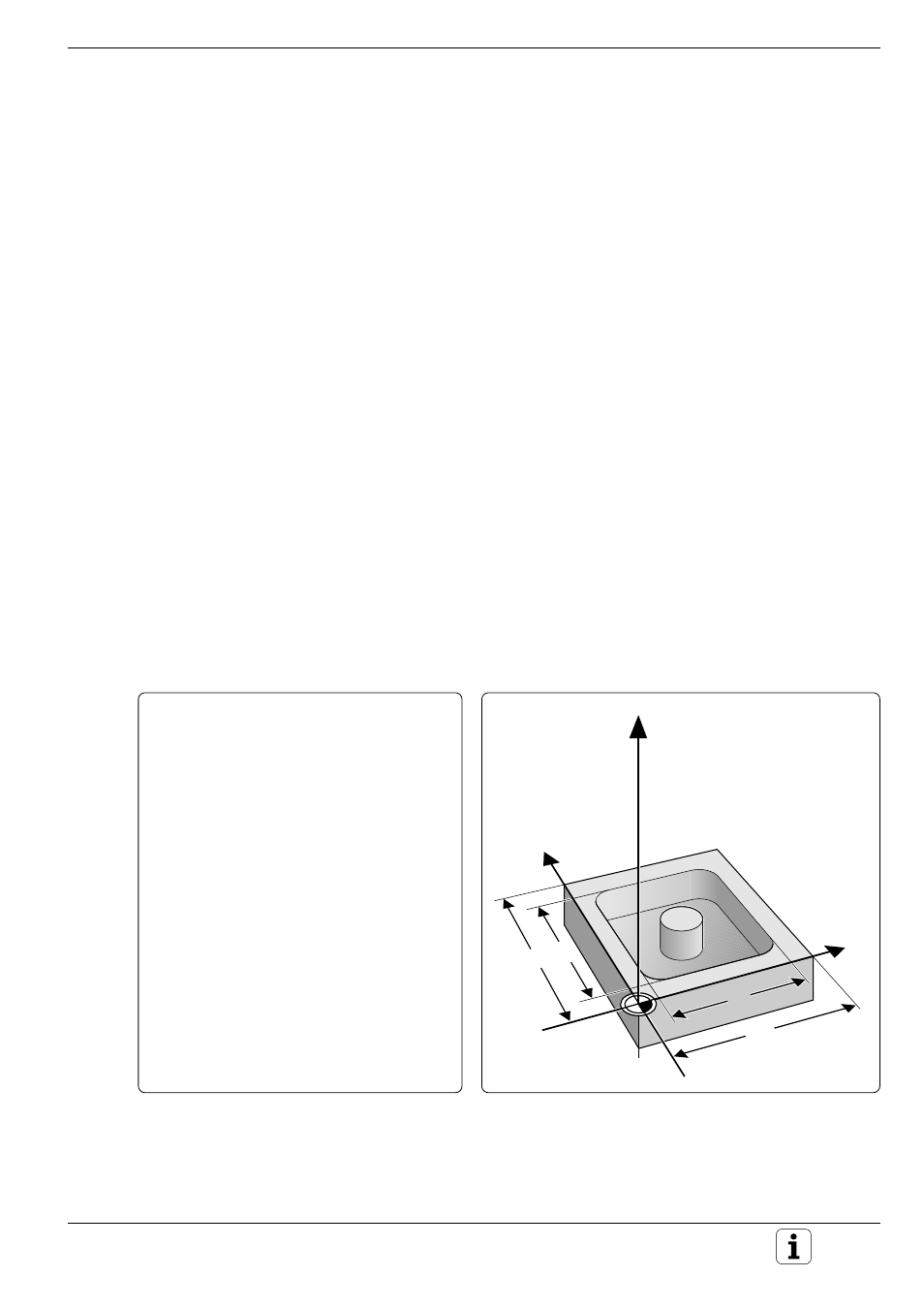
Übungsbeispiel: Rechtecktasche mit runder Insel
Die Eingabeparameter sind durch Klartext-
Kommentare gekennzeichnet.
80
100
80
100
Y
X
Z
Fortsetzung nächste Seite