HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 215
8-8
8
Zyklen
TNC 407/ TNC 415 B/ TNC 425
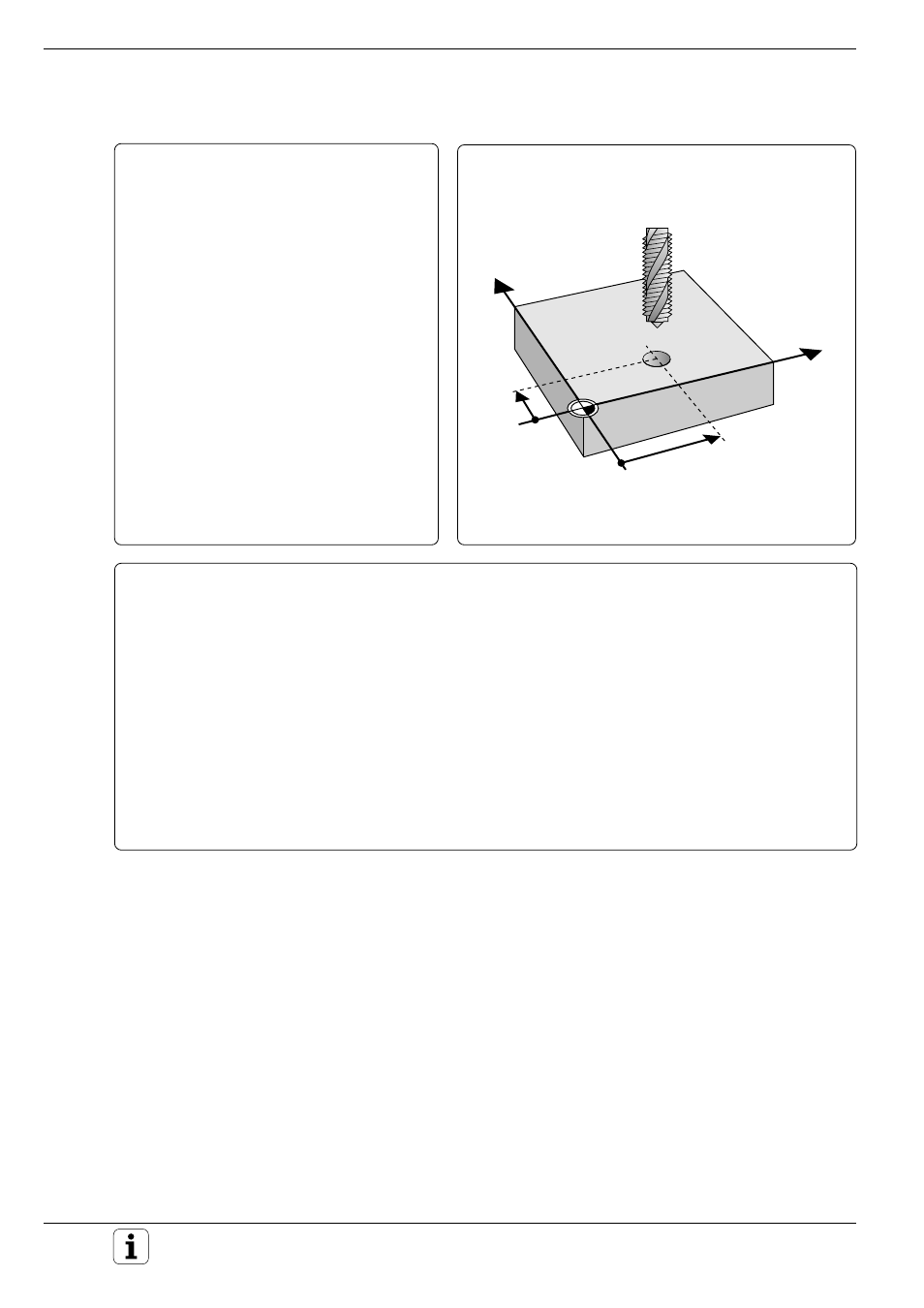
Übungsbeispiel: Gewindebohren mit Ausgleichsfutter
Gewinde M6 mit Drehzahl 100 U/min fertigen
Koordinaten der Gewindebohrung:
X
= 50 mm
Y
= 20 mm
Steigung
p
=
1 mm
F = S x p F
= 100
.....
1 = 100 mm/min
Sicherheits-Abstand:
3 mm
Gewindetiefe:
20 mm
Verweilzeit:
0,4 s
Vorschub:
100 mm/min
Zyklus GEWINDEBOHREN im Bearbeitungsprogramm
0
BEGIN PGM GEWINDEZ MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 1 L+0 R+3
4
TOOL CALL 1 Z S1000
5
CYCL DEF 2.0 GEWINDEBOHREN
6
CYCL DEF 2.1 ABST +3 ..................................... Sicherheits-Abstand
7
CYCL DEF 2.2 TIEFE –20 ................................... Gewindetiefe
8
CYCL DEF 2.3 V.ZEIT 0,4 ................................... Verweilzeit
9
CYCL DEF 2.4 F 100 .......................................... Vorschub
10
L Z+100 R0 F MAX M6 ...................................... Werkzeugwechsel-Position anfahren
11
L X+50 Y+20 F MAX M3 ................................... Vorpositionierung, Spindel-Ein, Rechtslauf
12
L Z+3 F MAX M99...............................................Vorpositionierung Z, Zyklus-Aufruf
13
L Z+100 F MAX M2
14
END PGM GEWINDEZ MM
Y
X
50
20