Xy z – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 117
TNC 425/TNC 415 B/TNC 407
5-18
5
Werkzeug-Bewegungen programmieren
Bahnbewegungen – rechtwinklige Koordinaten
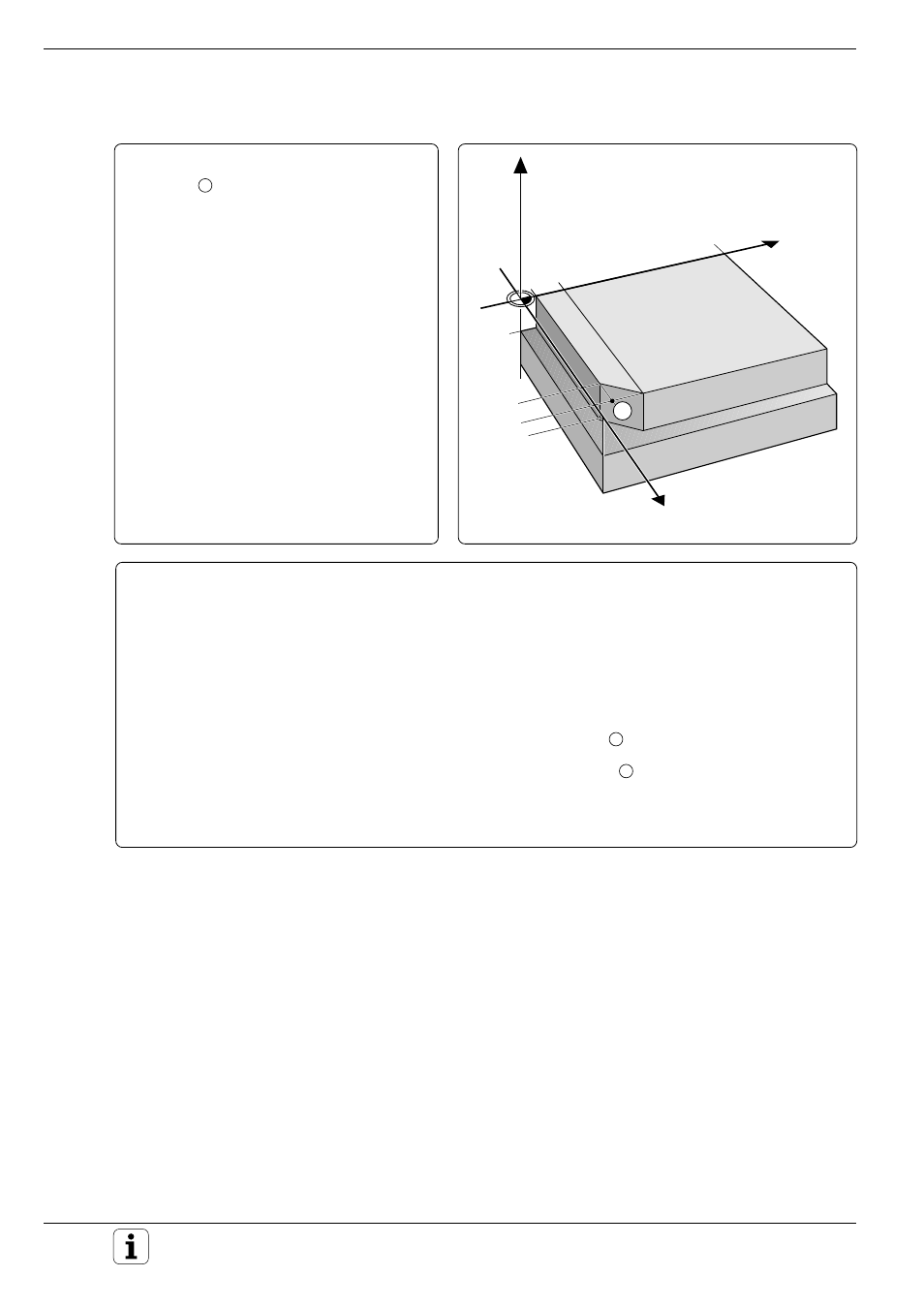
Übungsbeispiel: Ecke mit Fase versehen
Koordinaten des
Eckpunkts:
E
X
= 95 mm
Y
=
5 mm
Länge der Fase:
LF = 10 mm
Frästiefe:
Z
F
= –15 mm
Werkzeug-Radius:
R
= +10 mm
Bearbeitungsprogramm
0
BEGIN PGM FASE MM ...................................... Programm-Beginn
1
BLK FORM 0.1 Z X+0 Y+0 Z–20 ........................ Rohteil MIN-Punkt
2
BLK FORM X+100 Y+100 Z+0 .......................... Rohteil MAX-Punkt
3
TOOL DEF 5 L+5 R+10 ..................................... Werkzeug-Definition
4
TOOL CALL 5 Z S500 ........................................ Werkzeug-Aufruf
5
L Z+100 R0 F MAX M6 ...................................... Freifahren und Werkzeug einwechseln
6
APPR LN X+0 Y+5 Z–15 LEN+20 RR F100 M3 . Kontur anfahren auf Geraden senkrecht zum ersten Kontur-
element
7
L X+95 ................................................................ Erste Gerade für Ecke
E
programmieren
8
CHF 10 ............................................................... Fasensatz: Fase mit LF = 10 mm wird eingefügt
9
L Y+100 .............................................................. Zweite Gerade für Ecke
E
programmieren
10
DEP LN LEN+20 F100 ....................................... Kontur verlassen auf Geraden senkrecht zum letzten Kontur-
element
11
L Z +100 F MAX M2
12
END PGM FASE MM
85
X
Y
Z
95
100
E
15
5
100
–15