HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 168
5-69
TNC 425/TNC 415 B/TNC 407
5
Werkzeug-Bewegungen programmieren
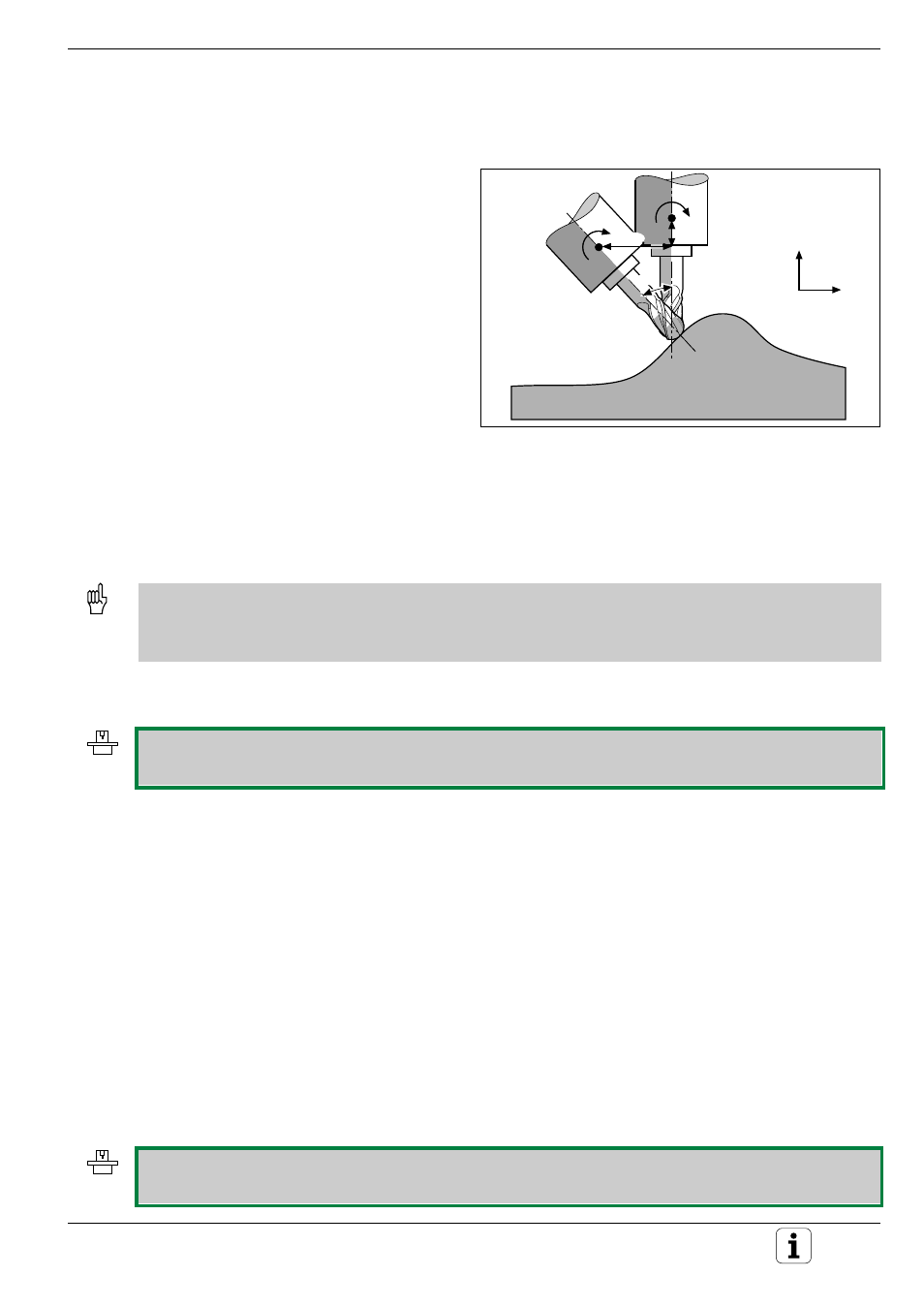
Abb. 5.60: Versatz des Werkzeug-Bezugspunktes beim
Schwenken des Werkzeugs
Automatische Korrektur der Maschinengeometrie beim Arbeiten mit Schwenkachsen: M114
(nicht TNC 407)
Standardverhalten – ohne M114
Die TNC verfährt das Werkzeug auf die im Bearbei-
tungsprogramm festgelegten Positionen. Der aus
der Maschinen-Geometrie resultierende Versatz
des Werkzeugs bei Schwenkachsen muß dabei
von einem Postprozessor berücksichtigt werden.
Maschinengeometrie automatisch korrigieren –
mit M114
Die TNC kompensiert den Versatz des Werkzeugs
(in Abb. 5.60 z.B. dx und dz), der aus der Positio-
nierung von Schwenkachsen resultiert. Es wird
eine 3D-Längenkorrektur durchgeführt. Die Radius-
korrektur muß vom CAD-System bzw. vom
Postprozessor verrechnet werden. Eine program-
mierte Radiuskorrektur (RL oder RR) führt zur
Fehlermeldung NICHT ERLAUBTER NC-SATZ.
Beim Erstellen des NC-Programmes durch einen Postprozessor muß die
Maschinengeometrie somit nicht berücksichtigt werden.
Wird die Werkzeug-Längenkorrektur von der TNC vorgenommen, bezieht
sich der programmierte Vorschub auf die Werkzeugspitze, ansonsten auf
den Werkzeug-Bezugspunkt.
Wenn Sie einen gesteuerten Schwenkkopf haben, können Sie den Programmlauf unterbrechen und die Stellung
der Schwenkachse verändern (z.B. mit dem Handrad). Mit der Funktion RESTORE POS. AT N (Satzvorlauf,
siehe S. 3-8) können Sie wieder zur Unterbrechungsstelle gelangen. Die TNC verrechnet dann automatisch die
neue Stellung der Schwenkachse.
Wirkungsdauer
M114 wird durch M115 oder durch den Satz END PGM rückgesetzt.
Die Maschinengeometrie muß vom Maschinen-Hersteller in den Maschinen-Parametern ab MP7510
festgelegt sein.
Vorschub in mm/min bei Drehachsen A, B, C: M116
Standardverhalten – ohne M116
Die TNC interpretiert den programmierten Vorschub bei einer Drehachse
in Grad/min. Der Bahnvorschub ist also abhängig von der Entfernung des
Werkzeug-Mittelpunktes zum Drehachsen-Zentrum.
Je größer diese Entfernung wird, desto größer wird der Bahnvorschub.
Vorschub in mm/min bei Drehachsen – mit M116
Die TNC interpretiert den programmierten Vorschub bei einer Drehachse
in mm/min. Der Bahnvorschub ist also unabhängig von der Entfernung
des Werkzeug-Mittelpunktes zum Drehachsen-Zentrum.
Wirkungsdauer
M116 wirkt in der Bearbeitungs-Ebene bis zum Programm-Ende (Satz
END PGM) und wird dann automatisch aufgehoben.
Die Maschinengeometrie muß vom Maschinen-Hersteller in den Maschinen-Parametern ab MP7510
festgelegt sein.
Zusatz-Funktionen für das Bahnverhalten
B
dz
Z
X
B
dx
dB