HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 157
TNC 425/TNC 415 B/TNC 407
5–58
5
Werkzeug-Bewegungen programmieren
Bahnbewegungen – Freie Konturprogrammierung FK
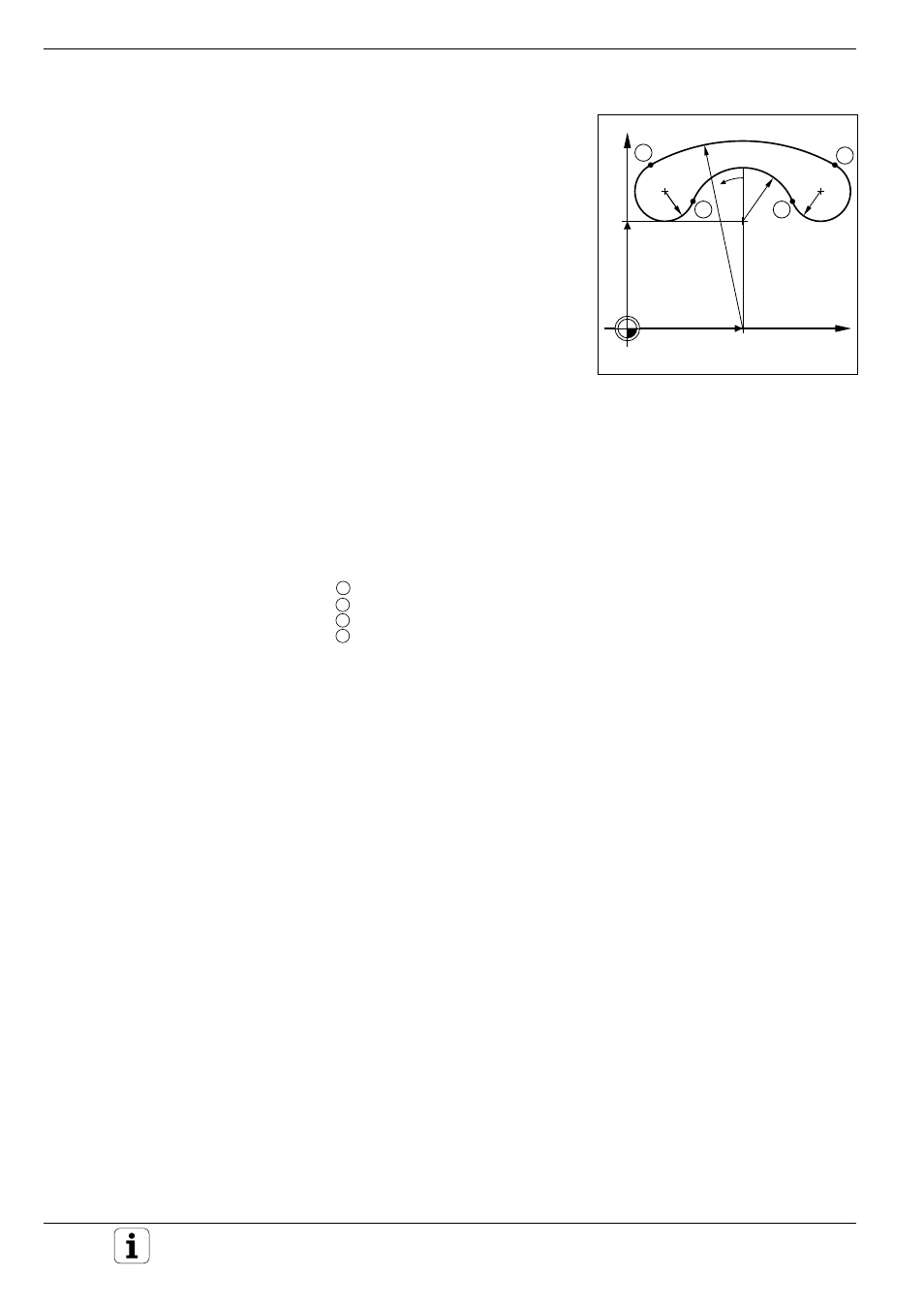
Abb. 5.50: Zeichnung zum Programm
FKBOGEN
R14
X
Y
R14
R88
R25
1
4
2
50
50
3
FK-Programm
0
BEGIN PGM FKBOGEN MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 1 L+0 R+2
4
TOOL CALL 1 Z S500
5
L Z+100 R0 F MAX M6
6
APPR LN X+50 Y+75 Z–10 LEN+20 RL F100 M3
7
FC DR+ R25 CCX+50 CCY+50
1
8
FCT DR– R14
2
9
FCT DR– R88 CCX+50 CCY+0
3
10 FCT DR–R14
4
11 FCT X+50 Y+75 DR+ R25 CCX+50 CCY+50
12 FSELECT 2
13 DEP LCT X+50 Y+30 Z+100 R20 F2000 M2
14 END PGM FKBOGEN MM
FK-Programm konvertieren
Wird ein FK-Programm konvertiert (siehe S. 1-35), werden alle F-Sätze in
Klartext-Dialog-Sätze umgewandelt.
Kreismittelpunkte, die im FK-Programm vor den FK-Sätzen eingegeben
wurden, sind daher eventuell im konvertierten Programm nach dem
FK-Block erneut zu definieren.
Konvertiertes Programm
0
BEGIN PGM BOGEN MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 1 L+0 R+2
4
TOOL CALL 1 Z S500
5
L Z+100 R0 F MAX M6
6
APPR LN X+50 Y+75 Z–10 LEN+20 RL F100 M3
7
CC X+50 Y+50
8
CX+26,805 Y+59,3269 DR+
9
CC X+13,8158 Y+64,55
10 C X+6,9701 Y+76,7622 DR–
11 CC X+50 Y+0
12 C X+93,0299 Y+76,7622 DR–
13 CC X+86,1842 Y+64,55
14 C X+73,195 Y+59,3269 DR–
15 CC X+50 Y+50
16 C X+50 Y+75 DR+
17 DEP LCT X+50 Y+30 Z+100 R20 F2000 M2
18 END PGM BOGEN MM