Werkzeugradius-korrektur aktivieren – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 79
TNC 425/TNC 415 B/TNC 407
4-20
4
Programmieren
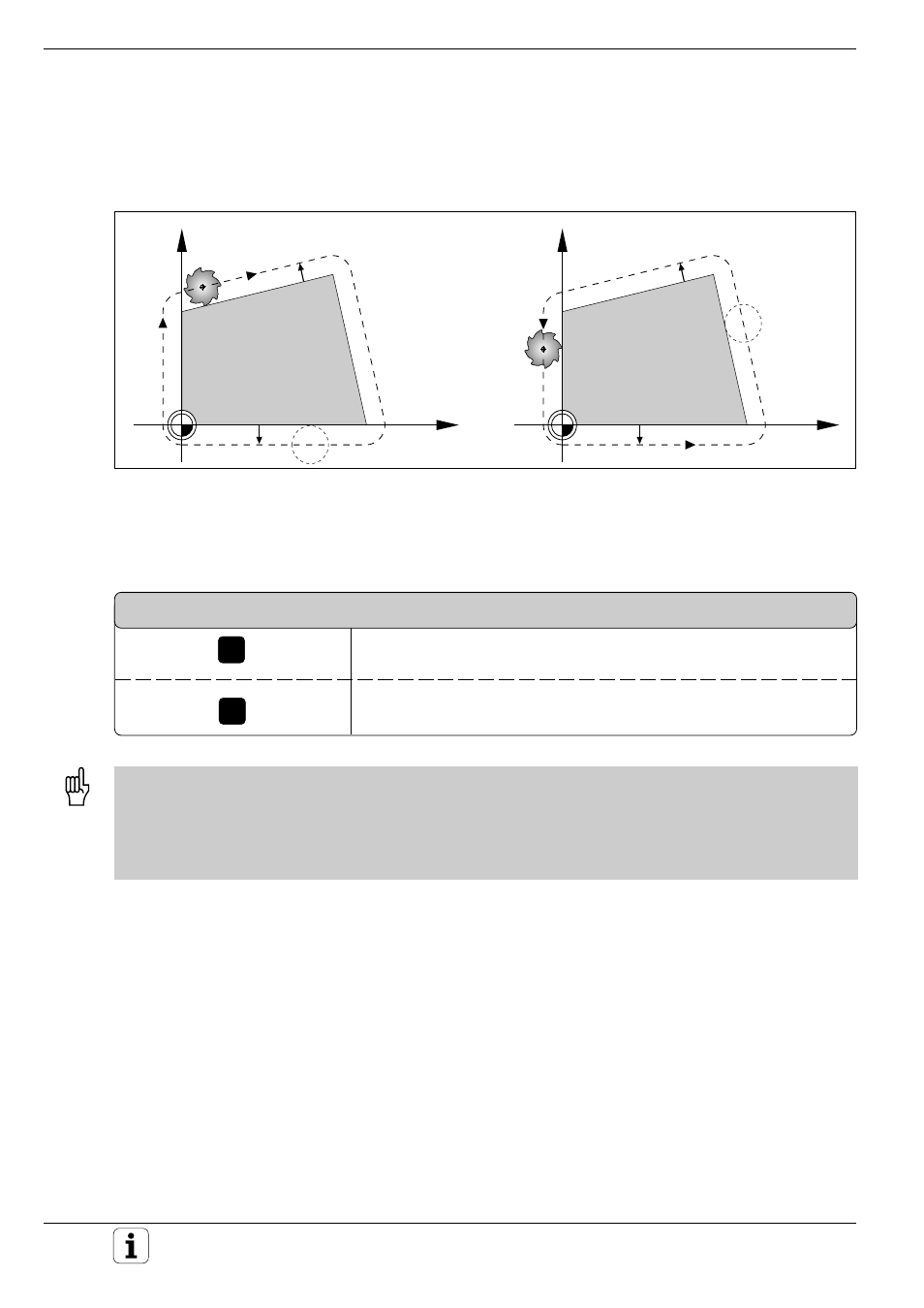
Abb. 4.12: Das Werkzeug verfährt zum Fräsen links (RL) oder rechts (RR) von der Kontur
R-
L
R
+
R
R
Y
X
R
RL
R
Y
X
R
RR
.
.
.
Bahnbewegung mit Radiuskorrektur RR, RL
Der Werkzeugmittelpunkt verfährt im Abstand des Werkzeug-Radius
rechts (RR) oder links (RL) von der programmierten Kontur. Rechts und
links beziehen sich dabei auf die Verfahrrichtung des Werkzeugs um das
scheinbar stillstehende Werkstück.
Dialogfrage im Positioniersatz beantworten:
RADIUSKORR.: RL/RR/KEINE KORR.
Werkzeugbewegung links von der programmierten Kontur anwählen
Werkzeugbewegung rechts von der programmierten Kontur an-
wählen
• Zwischen zwei Programmsätzen mit unterschiedlicher Radiuskorrektur muß mindestens ein Satz ohne
Radiuskorrektur (also mit R0) stehen.
• Eine Radiuskorrektur ist am Ende des Satzes aktiv, in dem sie das erste Mal programmiert wird.
• Die TNC positioniert das Werkzeug beim Aktivieren und beim Aufheben der Radiuskorrektur immer senk-
recht auf den programmierten Start- bzw. Endpunkt. Positionieren Sie das Werkzeug so vor den ersten
Konturpunkt (hinter den letzten Konturpunkt), daß keine Konturverletzung entsteht.