HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 54
TNC 425/TNC 415 B/TNC 407
3
Programm-Test und Programmlauf
3-6
Y
z.B.
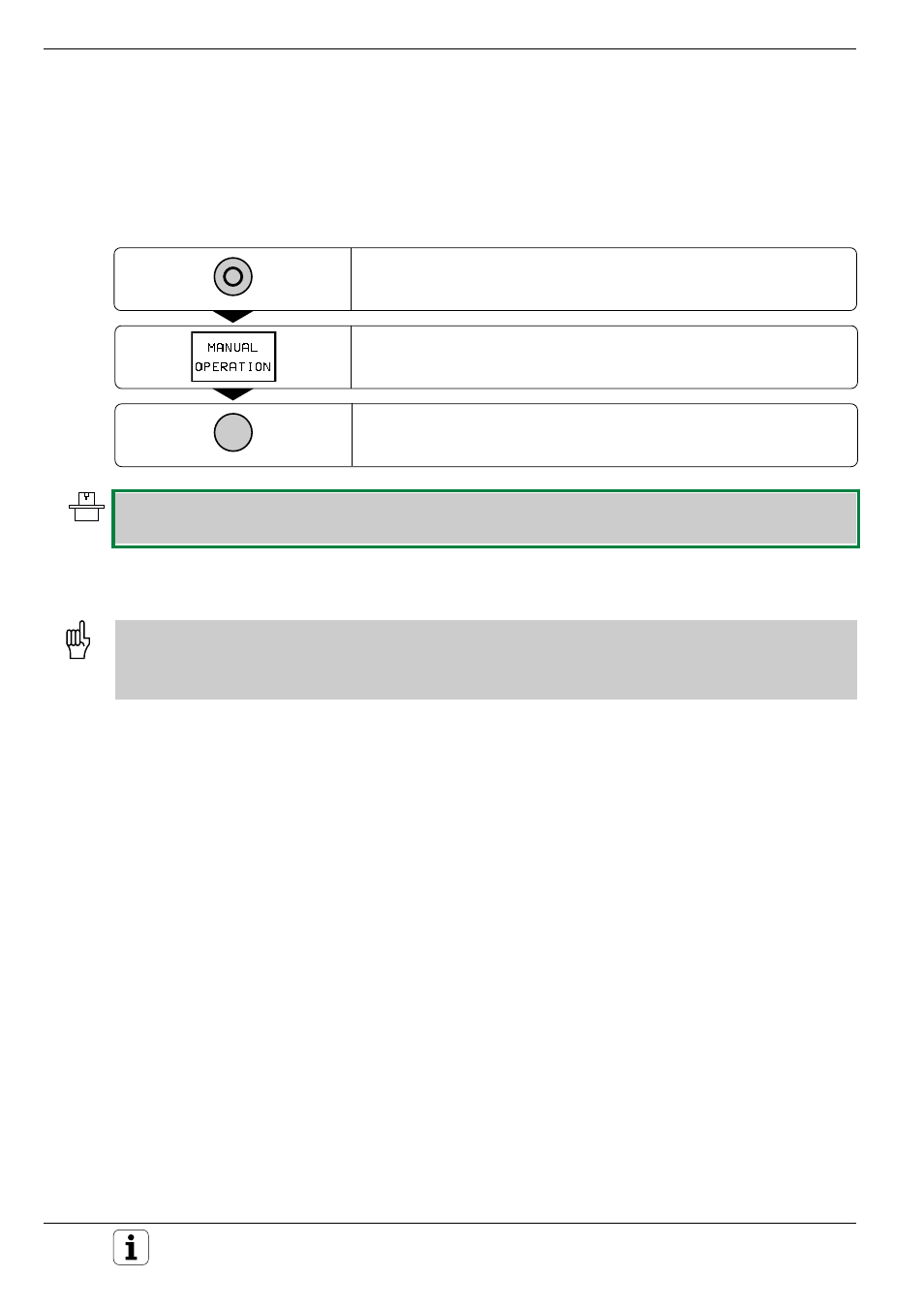
Maschinenachsen während einer Unterbrechung verfahren
Die Maschinenachsen lassen sich während einer Unterbrechung wie in
der Betriebsart MANUELLER BETRIEB verfahren. Die externen Rich-
tungstasten werden mit dem Softkey MANUAL OPERATION freigege-
ben.
Anwendungsbeispiel: Freifahren der Spindel nach Werkzeugbruch
Bearbeitung unterbrechen
Externe Richtungstasten freigeben
Maschinenachsen mit externen Richtungstasten verfahren
Bei einigen Maschinen muß nach dem Softkey MANUAL OPERATION die externe START-Taste zur Freigabe der
externen Richtungstasten gedrückt werden. Beachten Sie Ihr Maschinen-Handbuch.
Fortfahren nach einer Unterbrechung
• Wenn Sie den Programmlauf während eines Bearbeitungszyklus unterbrechen, müssen Sie beim Wiedereinstieg
mit dem Zyklusanfang fortfahren. Bereits ausgeführte Bearbeitungsschritte miß die TNC dann erneut abfahren.
• Wenn Sie den Programmlauf innerhalb einer Programmteil-Wiederholung oder innerhalb eines Unterprogramms
unterbrechen, müssen Sie mit der Funktion RESTOTRE POS AT N die Unterbrechungsstelle wieder anfahren.
Die TNC speichert bei einer Programmlauf-Unterbrechung
• die Daten des zuletzt aufgerufenen Werkzeugs
• aktive Koordinaten-Umrechnungen
• die Koordinaten des zuletzt definierten Kreismittelpunkts
Die gespeicherten Daten werden für das Wiederanfahren an die Kontur
nach manuellem Verfahren der Maschinenachsen während einer
Unterbrechung (RESTORE POSITION) genutzt.
Programmlauf mit START-Taste fortsetzen
Durch Drücken auf die externe START-Taste wird der Programmlauf
fortgesetzt, wenn das Programm auf folgende Art angehalten wurde:
• Externe STOP-Taste gedrückt
• Programmierte Unterbrechung