HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 161
TNC 425/TNC 415 B/TNC 407
5-62
5
Werkzeug-Bewegungen programmieren
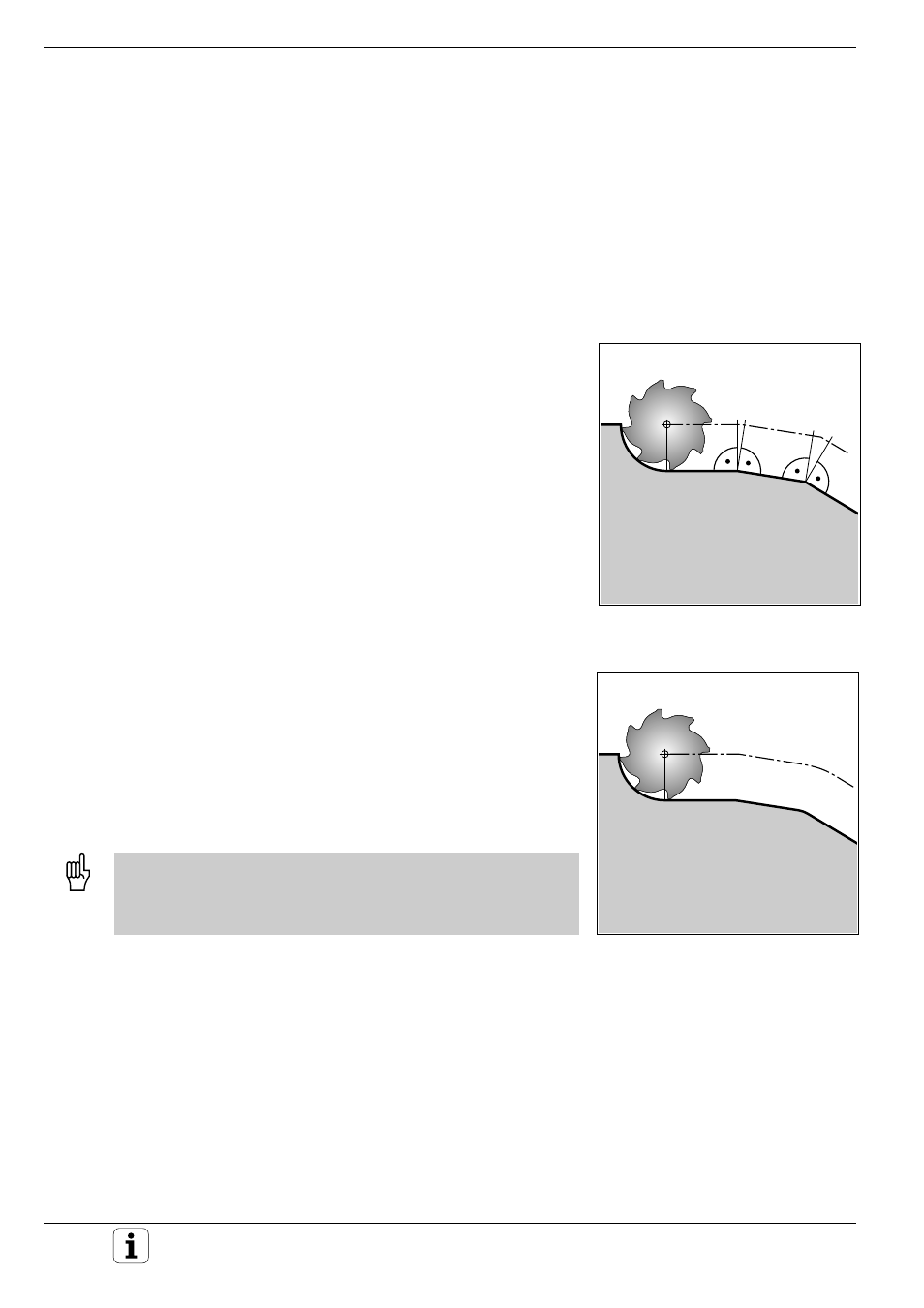
Abb. 5.52: Fahrverhalten bei R0 mit M90
Abb. 5.51: Standard-Fahrverhalten bei R0
ohne M90
R0
R0
5.7 Zusatz-Funktionen für Bahnverhalten und Koordinatenangaben
Mit den folgenden Zusatz-Funktionen kann das Standard-Verhalten der
TNC bei bestimmten Bearbeitungs-Situationen gewollt geändert werden:
• Ecken verschleifen
• Rundungskreise an nicht-tangentialen Geradenübergängen einfügen
• Kleine Konturstufen bearbeiten
• Offene Konturecken bearbeiten
• Maschinenbezogene Koordinaten eingeben
Ecken verschleifen: M90
Standardverhalten – ohne M90
Das Werkzeug wird an eckigen Übergängen, wie Innenecken und bei
Positionierungen ohne Radiuskorrektur, kurz angehalten.
Folge:
• Schonung der Maschinenmechanik
• Scharfe Ausbildung der Konturecken (außen)
Anmerkung:
Bei Programmsätzen mit Radiuskorrektur (RR/RL) fügt die TNC an
Außenecken automatisch einen Übergangskreis ein.
Ecken verschleifen mit M90
Das Werkzeug wird an eckigen Übergängen mit konstanter
Bahngeschwindigkeit geführt.
Folge:
• Ecken verschleifen - Werkstückoberfläche wird glatter
• Bearbeitungszeit verringert sich
Anwendungsbeispiel:
Flächen aus kurzen Geradenstücken.
Wirkungsdauer
Die Zusatz-Funktion M90 wirkt nur in den Programmsätzen, in denen sie
steht.
Betrieb mit Schleppabstand muß angewählt sein.
Unabhängig von M90 kann über MP7460 (siehe S. 12-12) ein Grenz-
wert festgelegt werden bis zu dem noch mit konstanter Bahn-
geschwindigkeit verfahren wird (gilt für Betrieb mit Schleppabstand
und Geschwindigkeits-Vorsteuerung).