Mit magazinwerkzeugen arbeiten, 2 handst e uer n und a u to matikbetr ieb – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Benutzerhandbuch
Seite 14
14
1
.2 Handst
e
uer
n
und A
u
to
matikbetr
ieb
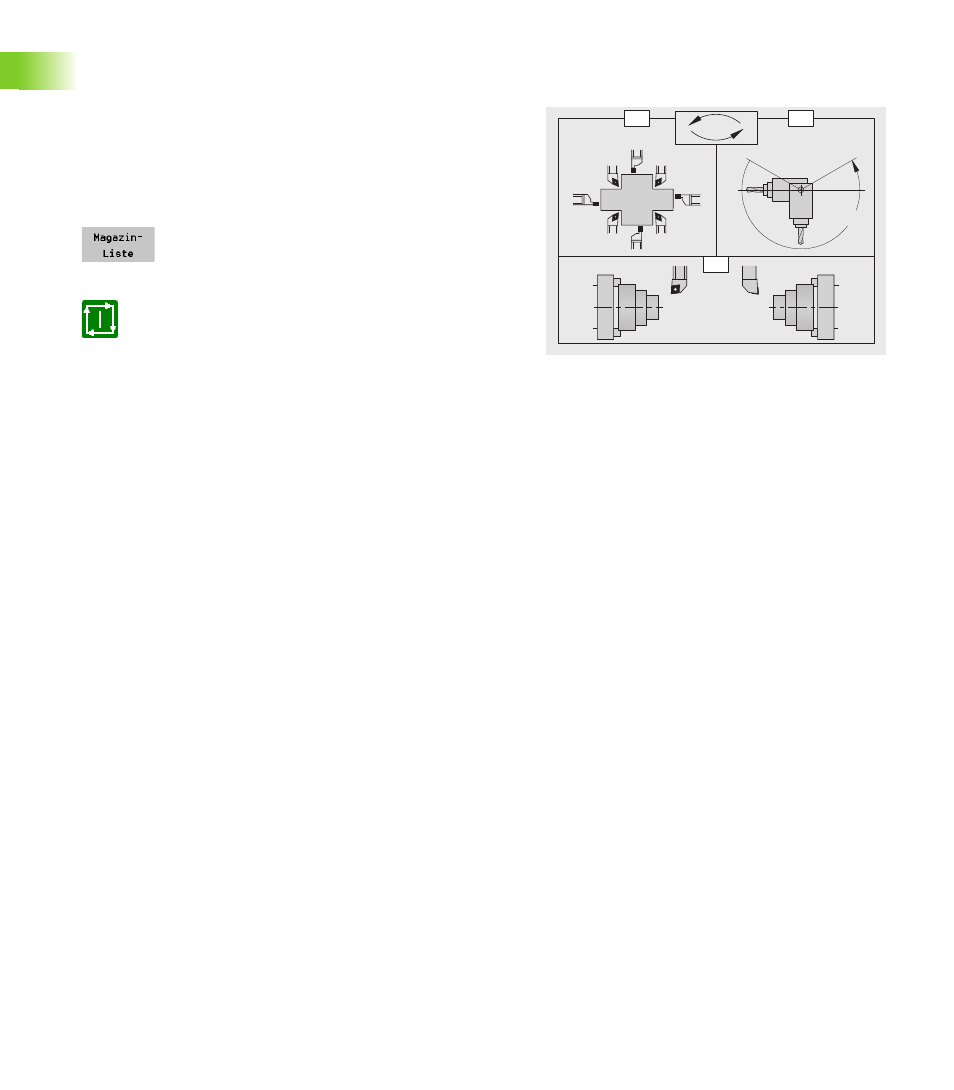
Mit Magazinwerkzeugen arbeiten
Magazinwerkzeug wechseln
Nutzen Sie diese Funktion zum Wechseln des Werkzeugs oder zum
Ändern des Schwenkwinkels bzw. des Lagewinkels des aktiven Werk-
zeugs.
U
„T > Magazin > Wkz-Wechsel“ im Handsteuern wäh-
len. Die Steuerung öffnet die Dialogbox „Magazin:
Wkz-Wechsel“
U
Softkey drücken, Werkzeug aus der Magazinliste aus-
wählen, die weiteren Parameter eingeben und die
Dialogbox abschließen. Die Steuerung lädt das zuge-
hörige NC-Programm.
U
NC-Programm mit Zyklus-Start aktivieren.
Der CNC PILOT
bringt das Werkzeug ins Magazin
holt das angegebene Werkzeug aus dem Magazin
fährt auf den Werkzeugwechselpunkt
schwenkt die B-Achse
dreht das Werkzeug auf „normal“ oder „über Kopf“ (Offset Lage-
winkel C)
verrechnet die Werkzeugdaten unter Berücksichtigung der „Orien-
tierung O“, der B-Achs-Position und dem Lagewinkel
stellt die Backenbremse ein
C=0°
C=180°
0°
B
O=
1
3
7
5
2
4
6
8
C
B
O
T
M
Parameter
ID
Identnummer des Magazinwerkzeugs
O
Orientierung bei Drehwerkzeugen. Lage der Werkzeug-
schneide (siehe Bild).
Werkzeuglagen 1, 3, 5, 7: für Schrupp-, Schlicht- und Pilz-
werkzeuge (neutrale Werkzeuge werden aufgrund des Ein-
stellwinkels erkannt)
Werkzeuglagen 2, 4, 6, 8: für Stech- und Gewindewerk-
zeuge (ein „rechtes“ oder „linkes“ Werkzeug wird in den
Werkzeugdaten definiert)
B
B-Achswinkel. Winkel, auf den die B-Achse geschwenkt wird.
C
Offset Lagewinkel bei Drehwerkzeugen
0°: Werkzeuglage „normal“
180°: Werkzeuglage „über Kopf“
H
Backenbremse
0: Die Bremse wird abhängig vom Werkzeugparameter
geklemmt („nicht angetrieben“ wird geklemmt; „angetrie-
ben“ wird nicht geklemmt)
1: Bremse wird geklemmt
2: Bremse wird nicht geklemmt