8 din plus (y-achse): positionierbefehle, Eilgang g0, Werkzeugwechselpunkt anfahren g14 – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Benutzerhandbuch
Seite 42
42
1
.8 DIN PLUS (Y
-A
c
h
se): P
o
sitionierbef
ehle
1.8 DIN PLUS (Y-Achse):
Positionierbefehle
Eilgang G0
G0 verfährt im Eilgang auf kürzestem Weg zum „Zielpunkt X, Y, Z“
und schwenkt die B-Achse.
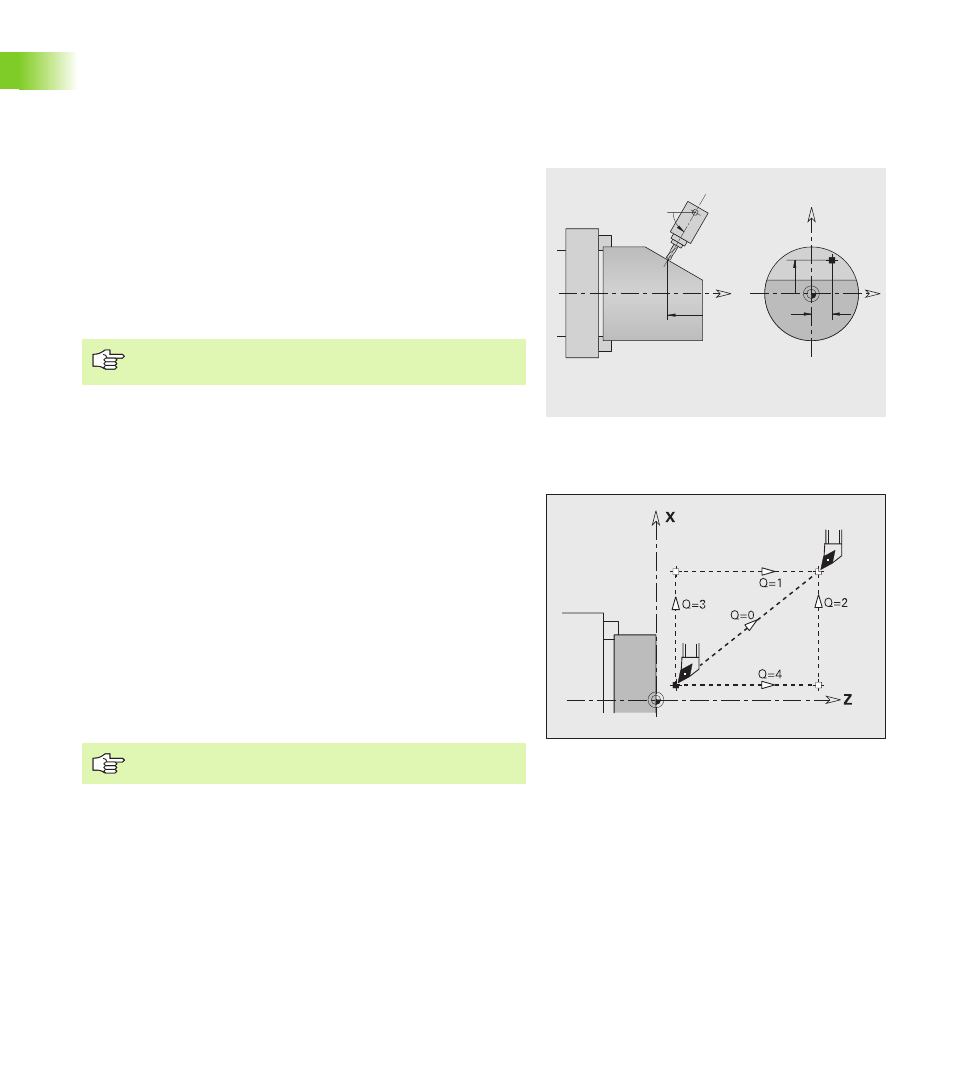
Werkzeugwechselpunkt anfahren G14
G14 verfährt im Eilgang zum Werkzeugwechselpunkt. Die Koordina-
ten des Wechselpunktes legen Sie im Einrichtebetrieb fest.
X
Z
Y
Z
Y
X
B
Parameter
X
Durchmesser - Zielpunkt
Z
Länge – Zielpunkt
Y
Länge – Zielpunkt
B
Winkel B-Achse
Programmierung X, Y, Z, B: absolut, inkremental oder
selbsthaltend
Parameter
Q
Reihenfolge (default: 0)
0: X- und Z-Achse verfahren gleichzeitig (diagonal)
1: erst X-, dann Z-Richtung
2: erst Z-, dann X-Richtung
3: nur X-Richtung, Z bleibt unverändert
4: nur Z-Richtung, X bleibt unverändert
5: nur Y-Richtung
6: X-, Y- und Z-Achse verfahren gleichzeitig (diagonal)
Bei Q=0...4 wird die Y-Achse nicht verfahren.