Korrekturen im automatikbetrieb, 2 handst e uer n und a u to matikbetr ieb – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Benutzerhandbuch
Seite 19
HEIDENHAIN CNC PILOT 4290
19
1
.2 Handst
e
uer
n
und A
u
to
matikbetr
ieb
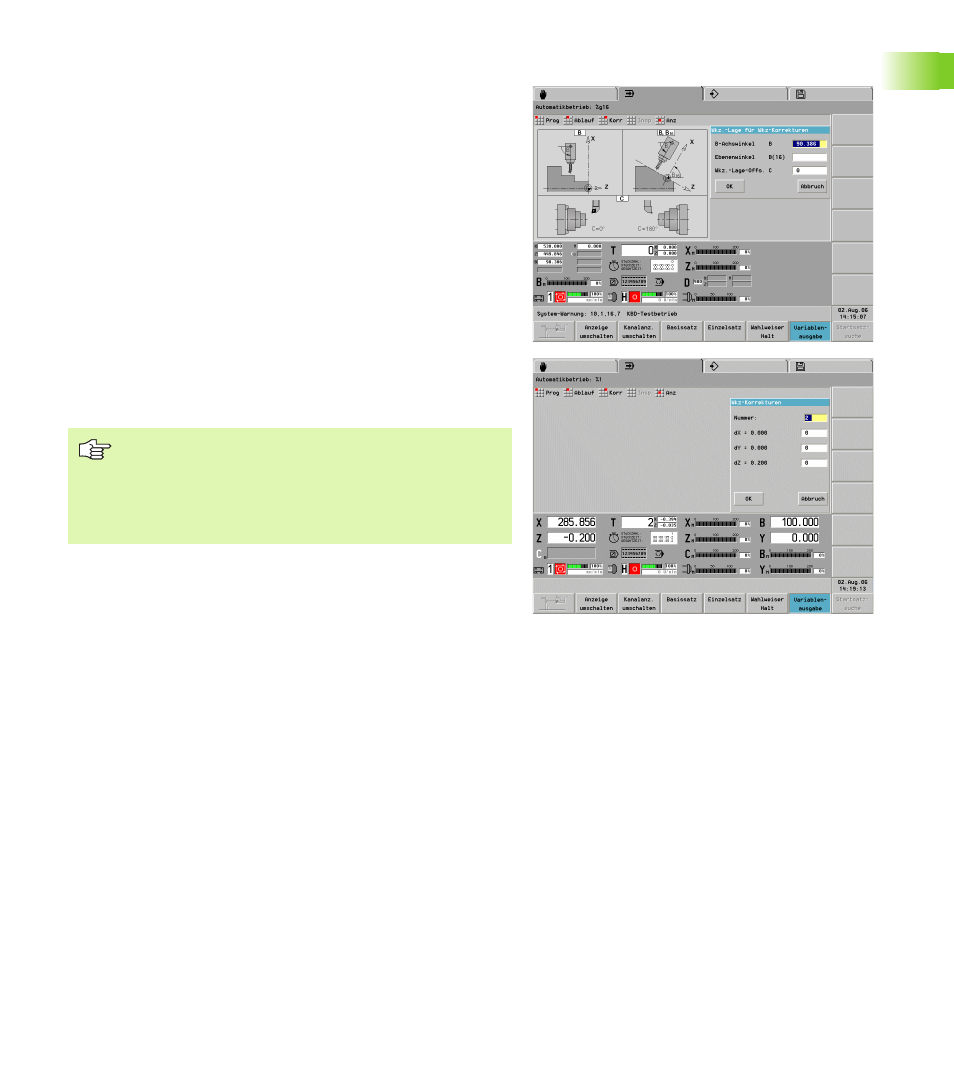
Korrekturen im Automatikbetrieb
Werkzeugkorrekturen: Ermitteln Sie die Korrekturwerte mit dem
aktuellen Schwenkwinkel der B-Achse und Lagewinkel des Werk-
zeugs. Die Steuerung rechnet die Maße auf die Position B=0 um und
speichert diese in der Werkzeugdatenbank.
U
„Korr(ekturen) > Wkz-Korrekturen“ im Automatikbe-
trieb wählen. Die Steuerung öffnet die Dialogbox
„Wkz-Lage für Wkz-Korrekturen“.
U
Parameter eingeben und die Dialogbox abschließen
U
Die Steuerung zeigt in der Dialogbox „Wkz-Korrektu-
ren“ die Korrekturwerte, bezogen auf den in der vor-
hergehenden Dialogbox angegebenen B-Achswinkel,
an.
U
Neue Korrekturwerte eingeben
Die Steuerung zeigt im Feld „T“ (Maschinenanzeige) die Korrektur-
werte bezogen auf den aktuellen B-Achswinkel und dem Werkzeugla-
gewinkel an.
Additive Korrekturen sind unabhängig von den Werkzeugdaten.
Die Korrekturen wirken in X-, Y- und Z-Richtung. Das Schwenken der
B-Achse hat keinen Einfluss auf additive Korrekturen.
Der CNC PILOT speichert die Werkzeugkorrekturen
gemeinsam mit den anderen Werkzeugdaten in der
Datenbank.
Wird die B-Achse geschwenkt, berücksichtigt der CNC
PILOT die Werkzeugkorrekturen bei der Berechnung
der Werkzeugspitzenposition.