2 handst e uer n und a u to matikbetr ieb – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Benutzerhandbuch
Seite 16
16
1
.2 Handst
e
uer
n
und A
u
to
matikbetr
ieb
Der CNC PILOT
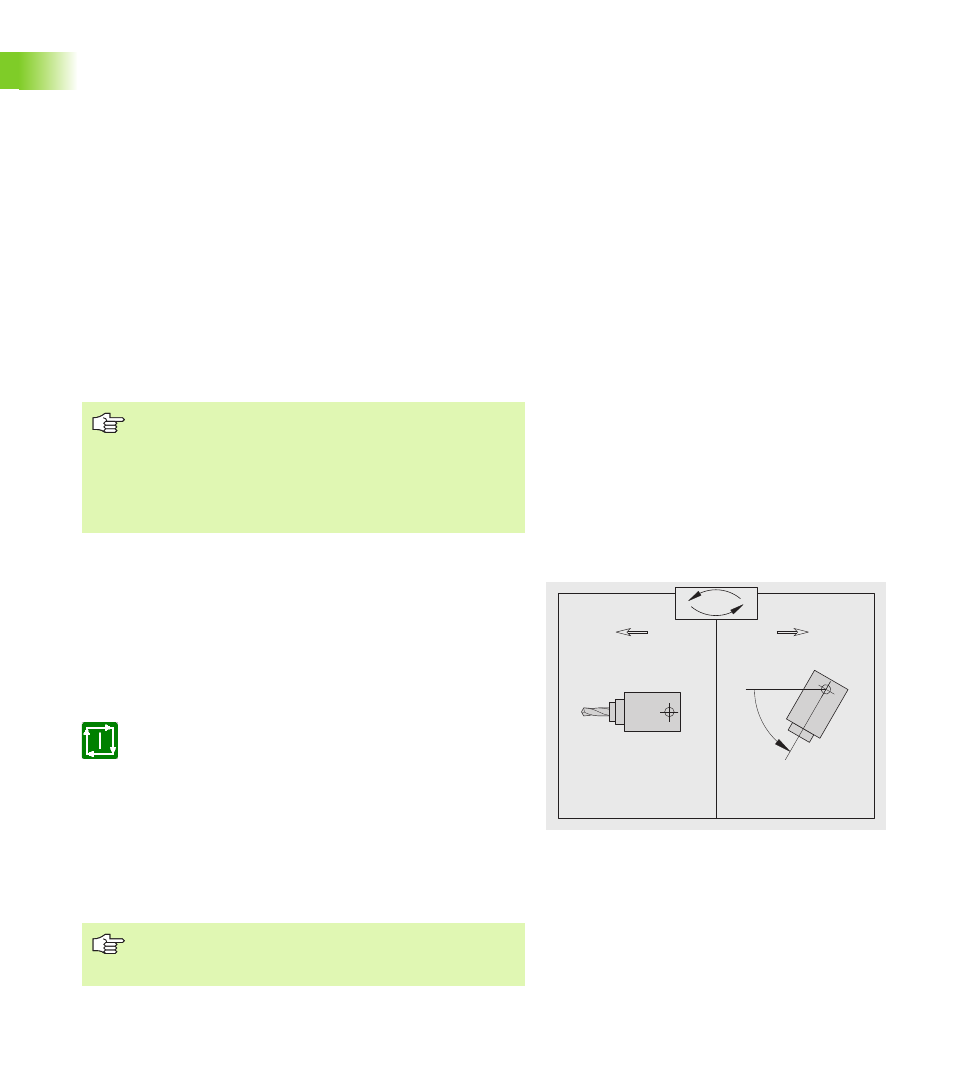
fährt auf den Werkzeugwechselpunkt
schwenkt die B-Achse
dreht das Werkzeug auf „normal“ oder „über Kopf“ (Offset Lage-
winkel C)
verrechnet die Werkzeugdaten unter Berücksichtigung der „Orien-
tierung O“, der B-Achs-Position und dem Lagewinkel
stellt die Backenbremse ein
Magazinwerkzeug ablegen
Die Funktion „Magazinwerkzeug ablegen“ bringt das Werkzeug aus
dem Arbeitsraum in das Magazin zurück. Anschließend fährt der
Werkzeugträger auf den Werkzeugwechselpunkt und schwenkt die B-
Achse auf den angegebenen Winkel.
U
„T > Magazin > Wkz-Ablegen“ im Handsteuern wählen. Die Steue-
rung öffnet die Dialogbox „Magazin: Wkz-Ablegen“.
U
Parameter „B-Achswinkel B“ eingeben und die Dialogbox abschlie-
ßen. Die Steuerung lädt das zugehörige NC-Programm.
U
NC-Programm mit Zyklus-Start aktivieren
Der CNC PILOT
bringt das Werkzeug ins Magazin
fährt auf den Werkzeugwechselpunkt
schwenkt die B-Achse
H
Backenbremse
0: Die Bremse wird abhängig vom Werkzeugparameter
geklemmt („nicht angetrieben“ wird geklemmt; „angetrie-
ben“ wird nicht geklemmt)
1: Bremse wird geklemmt
2: Bremse wird nicht geklemmt
Mit dem Ausschalten der Steuerung geht die Informa-
tion, über das Werkzeug in der Werkzeugaufnahme ver-
loren. HEIDENHAIN empfiehlt, Magazinwerkzeuge vor
dem Ausschalten aus dem Arbeitsraum zu entfernen.
Beachten Sie bei der Bedienung und Anzeige: Diese
Funktion wird mithilfe eines NC-Programms ausgeführt.
Sie aktivieren das NC-Programm mit Zyklus-Start.
Parameter
B
T 0
M
Parameter
B
B-Achswinkel. Winkel, auf den die B-Achse geschwenkt wird.
Beachten Sie bei der Bedienung und Anzeige: Diese Funk-
tion wird mithilfe eines NC-Programms ausgeführt. Sie
aktivieren das NC-Programm mit Zyklus-Start.