Gewindefräsen xy-ebene g800, 1 1 din plus (y -a c h se): f räszyklen – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Benutzerhandbuch
Seite 65
HEIDENHAIN CNC PILOT 4290
65
1
.1
1
DIN PLUS (Y
-A
c
h
se): F
räszyklen
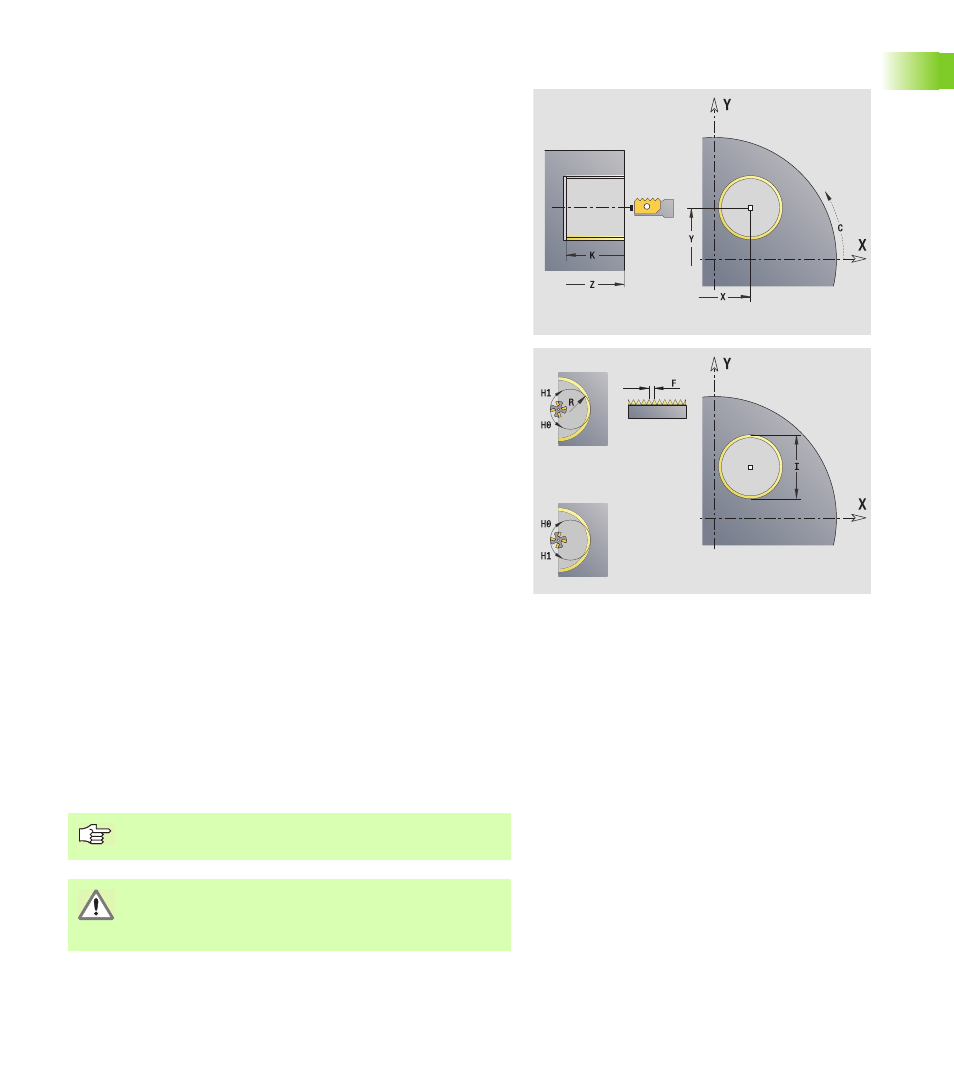
Gewindefräsen XY-Ebene G800
Ab Software-Version 625 952-05: G800 fräst ein Gewinde in eine
bestehende Bohrung.
Der Zyklus positioniert das Werkzeug innerhalb der Bohrung auf den
„Endpunkt Gewinde“. Dann fährt das Werkzeug im „Einfahrradius R“
an und fräst das Gewinde. Dabei stellt das Werkzeug bei jeder Umdre-
hung um die Steigung „F“ zu. Anschließend fährt der Zyklus das
Werkzeug frei und zieht es auf den Startpunkt zurück. Im Parameter V
programmieren Sie, ob das Gewinde in einer Umdrehung, oder bei
einschneidigen Werkzeugen mit mehreren Umdrehungen gefräst
wird.
Parameter
X
Startpunkt
Y
Startpunkt
C
Startpunkt
Z
Fräsoberkante
I
Gewindedurchmesser
K
Gewindetiefe
R
Einfahrradius
F
Gewindesteigung
J
Gewinderichtung (default: 0)
0: Rechtsgewinde
1: Linksgewinde
H
Fräslaufrichtung (default: 0)
0: Gegenlauf
1: Gleichlauf
V
Einmalig/Mehrmalig
0: das Gewinde wird in einer Drehung von 360° gefräst
1: das Gewinde wird in mehreren Drehungen gefräst (ein-
schneidiges Werkzueg)
O
Spindelbremse (O wird ausgewertet, wenn in Maschinen-
Parameter 1019, .. die Bremse eingetragen ist) – default: 0
0: Spindelbremse aktivieren
1: Spindelbremse nicht aktivieren
Verwenden Sie Gewindefräswerkzeuge für den Zyklus
G800.
Achtung Kollisionsgefahr
Die Bohrungstiefe muss mindestens F/2 tiefer, als die
Gewindetiefe sein.