Werkzeuglage definieren g712, 9 din plus: mag a zin w er kz eug e – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Benutzerhandbuch
Seite 47
HEIDENHAIN CNC PILOT 4290
47
1
.9 DIN PLUS: Mag
a
zin
w
er
kz
eug
e
Werkzeuglage definieren G712
Wurde die B-Achse mit Einzelbefehlen positioniert, teilen Sie der
Steuerung mit G712 die Werkzeuglage mit.
Das G712 beinhaltet folgende Deklarationen:
Winkel der B-Achse
Offset Lagewinkel
Werkzeugorientierung
Offset Lagewinkel: Der „Offset Lagewinkel“ stellt Drehwerkzeuge
auf „normal“ oder „über Kopf“. Dabei berücksichtigt der CNC PILOT
die in der Werkzeugdatenbank gespeicherte Grundeinstellung (Lage-
winkel = Lagewinkel aus den Werkzeugdaten + Offset Lagewinkel).
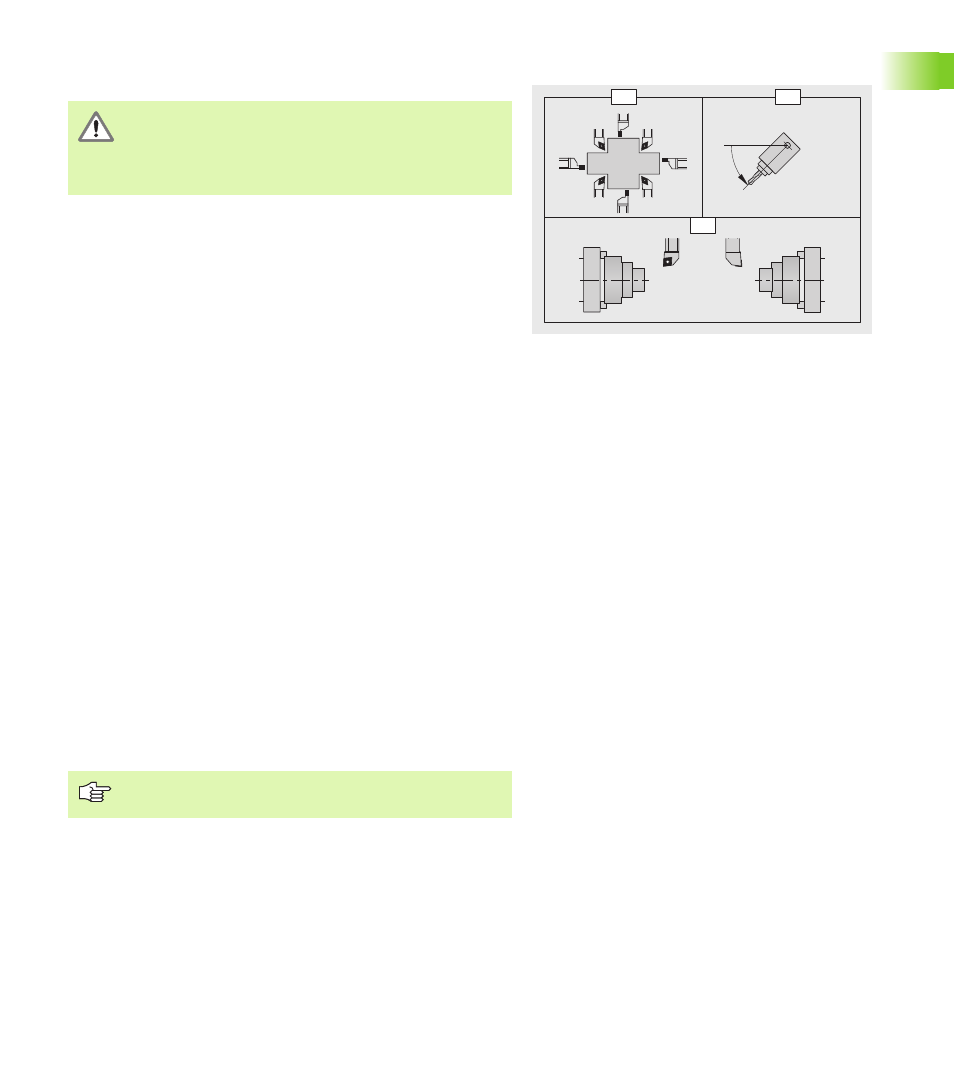
Werkzeugorientierung: Bei der Berechnung der Werkzeugspitzen-
position berücksichtigt der CNC PILOT die Lage der Schneide. Der
CNC PILOT unterscheidet die Typen Schrupp-, Schlicht- und Pilzwerk-
zeuge sowie Stech- und Gewindewerkzeuge (siehe Bild).
C=0°
C=180°
B
O=
1
3
7
5
2
4
6
8
C
B
O
Der Zyklus G712 wird vom Maschinenhersteller an die
Maschine angepasst. Die folgende Parameter- und die
Ablaufbeschreibung kann von der Arbeitsweise Ihrer
Maschine abweichen. Beachten Sie das Maschinen-Hand-
buch.
Parameter
B
B-Achswinkel. Winkel, auf dem die B-Achse steht.
C
Offset Lagewinkel bei Drehwerkzeugen
0°: Werkzeuglage „normal“
180°: Werkzeuglage „über Kopf“
O
Orientierung bei Drehwerkzeugen. Lage der Werkzeug-
schneide (siehe Bild).
Werkzeuglagen 1, 3, 5, 7: für Schrupp-, Schlicht- und Pilz-
werkzeuge (neutrale Werkzeuge werden aufgrund des Ein-
stellwinkels erkannt)
Werkzeuglagen 2, 4, 6, 8: für Stech- und Gewindewerk-
zeuge (ein „rechtes“ oder „linkes“ Werkzeug wird in den
Werkzeugdaten definiert)
G712 definiert die Lage des Werkzeugs. Das Werkzeug
wird nicht bewegt.