Gerade l, Seite 232 – HEIDENHAIN iTNC 530 (34049x-08) Benutzerhandbuch
Seite 232
232
Programmieren: Konturen programmieren
6.4
Bahnbew
egung
en
-
re
chtwinklig
e
K
oor
dinat
en
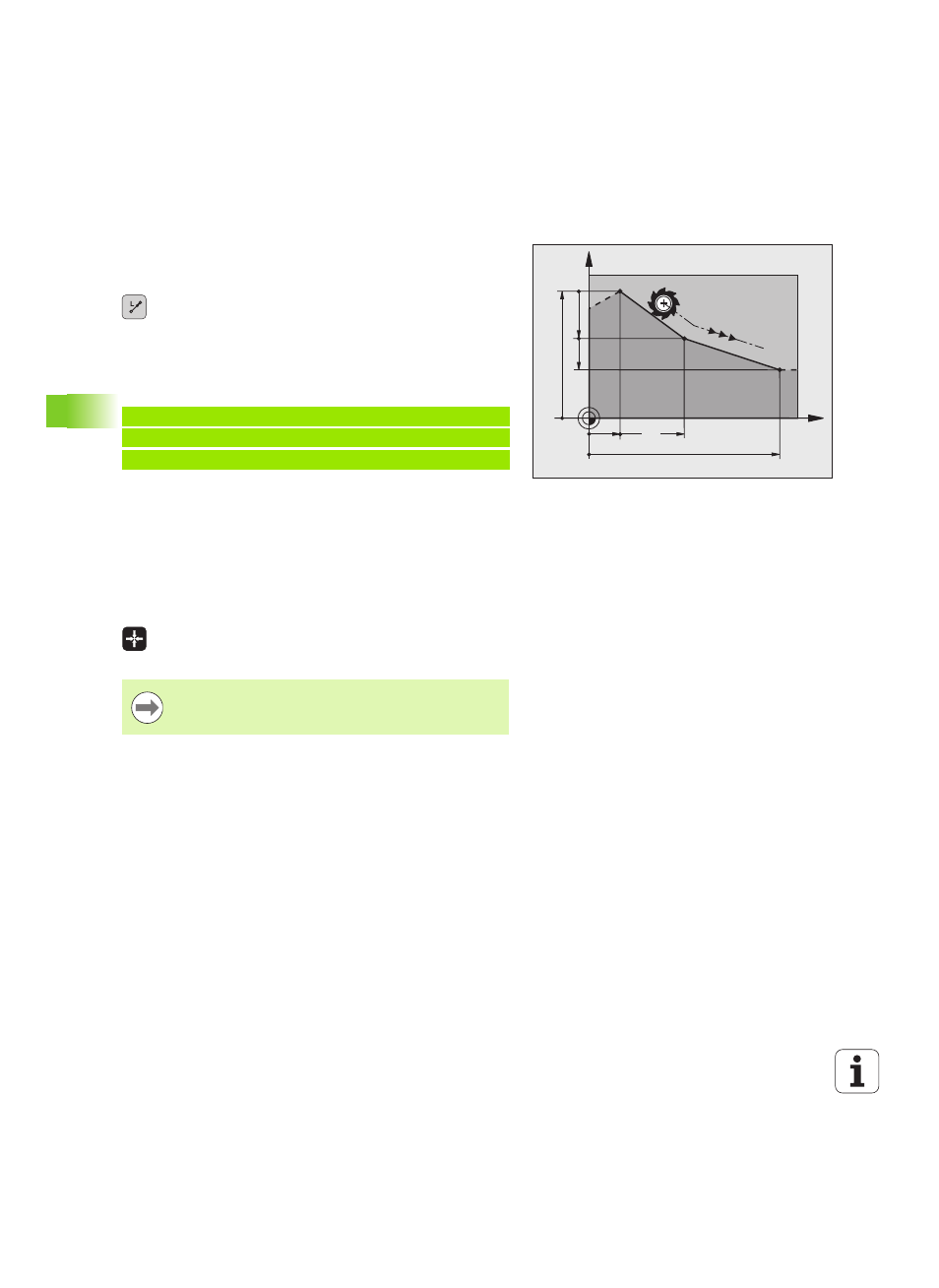
Gerade L
Die TNC fährt das Werkzeug auf einer Geraden von seiner aktuellen
Position zum Endpunkt der Geraden. Der Startpunkt ist der Endpunkt
des vorangegangenen Satzes.
Koordinaten
des Endpunkts der Geraden, falls nötig
Radiuskorrektur RL/RR/R0
Vorschub F
Zusatz-Funktion M
NC-Beispielsätze
Ist-Position übernehmen
Einen Geraden-Satz (L-Satz) können Sie auch mit der Taste „IST-
POSITION-ÜBERNEHMEN“ generieren:
Fahren Sie das Werkzeug in der Betriebsart Manueller Betrieb auf
die Position, die übernommen werden soll
Bildschirm-Anzeige auf Programm-Einspeichern/Editieren wechseln
Programm-Satz wählen, hinter dem der L-Satz eingefügt werden
soll
Taste „IST-POSITION-ÜBERNEHMEN“ drücken: Die
TNC generiert einen L-Satz mit den Koordinaten der
Ist-Position
X
Y
60
15
40
10
10
20
7 L X+10 Y+40 RL F200 M3
8 L IX+20 IY-15
9 L X+60 IY-10
Die Anzahl der Achsen, die die TNC im L-Satz speichert,
legen Sie über die MOD-Funktion fest (siehe