HEIDENHAIN iTNC 530 (34049x-08) Benutzerhandbuch
Seite 529
HEIDENHAIN iTNC 530
529
12.6 Dr
eidimensionale W
er
kz
eug-K
or
rekt
ur (Sof
tw
ar
e-Option 2)
Funktion
Wenn Sie ein Programm mit Flächen-Normalenvektoren abarbeiten
und für das aktive Werkzeug in der Werkzeug-Tabelle TOOL.T eine
Korrekturwert-Tabelle zugewiesen haben (Spalte DR2TABLE), dann
verrechnet die TNC anstelle des Korrekturwertes DR2 aus TOOL.T die
Werte aus der Korrekturwert-Tabelle.
Dabei berücksichtig die TNC den Korrekturwert aus der Korrekturwert-
Tabelle, der für den aktuellen Berührpunkt des Werkzeugs mit dem
Werkstück definiert ist. Liegt der Berührpunkt zwischen zwei
Korrekturpunkten, dann interpoliert die TNC den Korrekturwert linear
zwischen den beiden nächstgelegenen Winkeln.
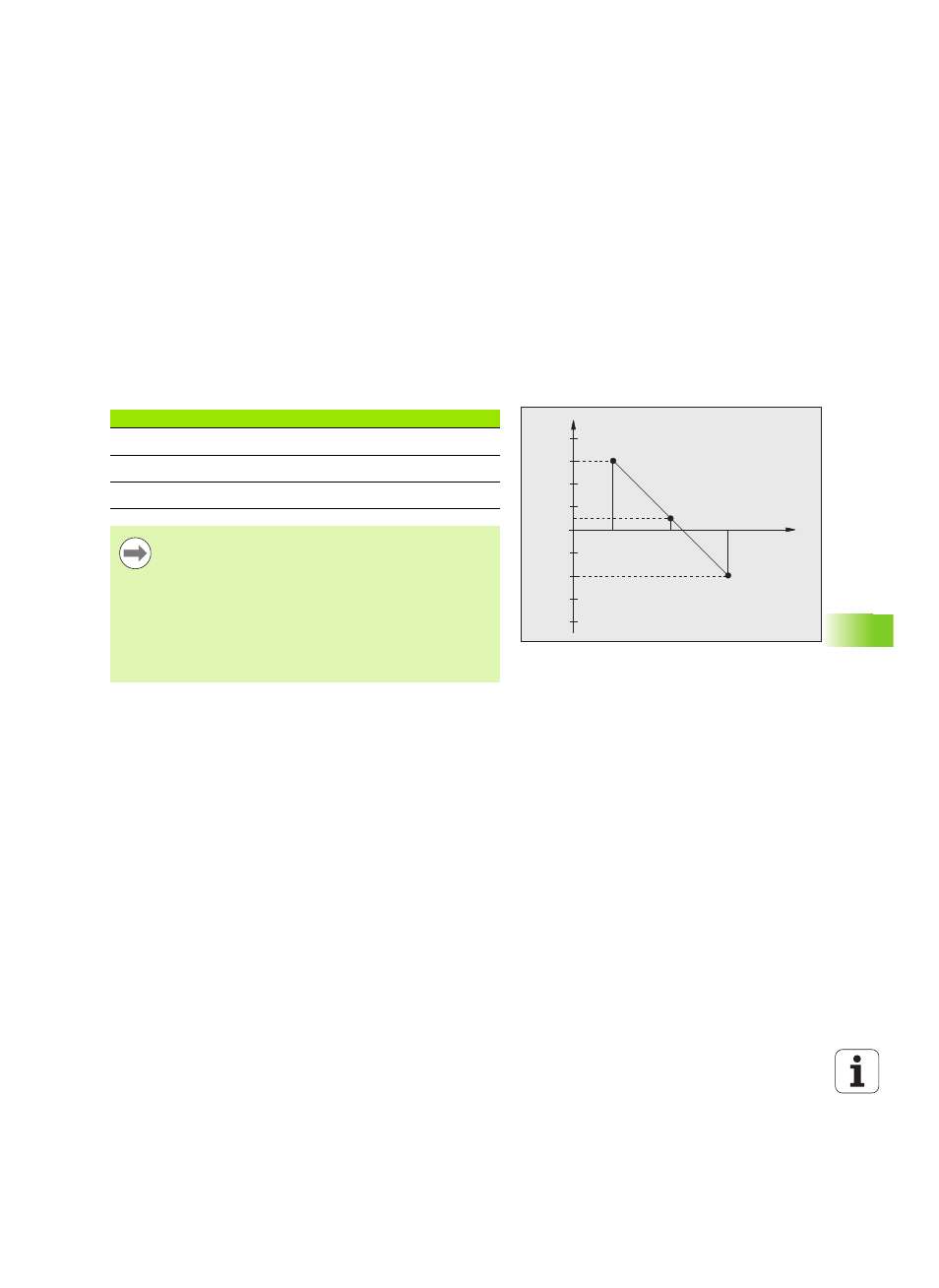
Beispiel:
+0.04
+0.03
+0.02
+0.01
+0.005
0.04
0.03
0.02
0.01
40°
45°
50°
NOM - DR2
ANGLE
0
Winkelwert
Korrekturwert
40°
+0.03 mm (gemessen)
50°
-0.02 mm (gemessen)
45° (Berührpunkt)
+0.005 mm (interpoliert)
Die TNC gibt eine Fehlermeldung aus, wenn sie einen
Korrekturwert durch Interpolation nicht ermitteln kann.
Die Programmierung von M107 (Fehlermeldung bei
positiven Korrekturwerten unterdrücken) ist nicht
erforderlich, auch wenn der Korrekturwert positiv ist.
Die TNC verrechnet entweder den DR2 aus TOOL.T oder
einen Korrekturwert aus der Korrekturwert-Tabelle.
Zusätzliche Offsets wie ein Flächenaufmaß können Sie bei
Bedarf über den DR2 im TOOL CALL-Satz definieren.