HEIDENHAIN iTNC 530 (34049x-08) Benutzerhandbuch
Seite 525
HEIDENHAIN iTNC 530
525
12.6 Dr
eidimensionale W
er
kz
eug-K
or
rekt
ur (Sof
tw
ar
e-Option 2)
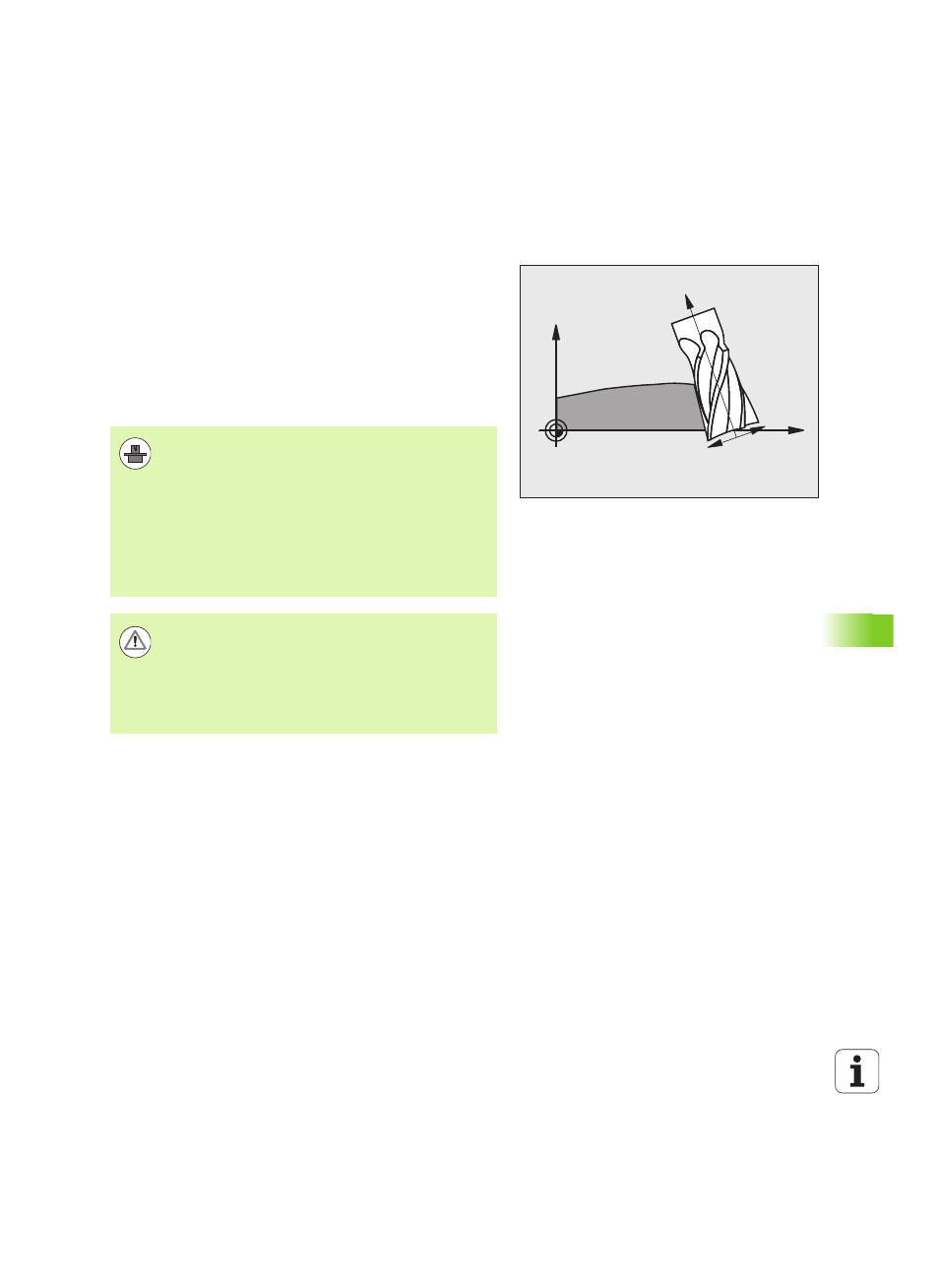
Peripheral Milling: 3D-Radiuskorrektur mit
Werkzeug-Orientierung
Die TNC versetzt das Werkzeug senkrecht zur Bewegungsrichtung
und senkrecht zur Werkzeugrichtung um die Summe der Delta-Werte
DR
(Werkzeug-Tabelle und TOOL CALL). Die Korrekturrichtung legen Sie
mit der Radiuskorrektur RL/RR fest (siehe Bild, Bewegungsrichtung
Y+). Damit die TNC die vorgegebene Werkzeug-Orientierung
erreichen kann, müssen Sie die Funktion M128 aktivieren (siehe
„Position der Werkzeugspitze beim Positionieren von
Schwenkachsen beibehalten (TCPM): M128 (Software-Option 2)” auf
Seite 515). Die TNC positioniert dann die Drehachsen der Maschine
automatisch so, dass das Werkzeug die vorgegebene Werkzeug-
Orientierung mit der aktiven Korrektur erreicht.
X
Z
RL
RR
Diese Funktion ist nur an Maschinen möglich, für deren
Schwenkachsen-Konfiguration Raumwinkel definierbar
sind. Beachten Sie Ihr Maschinenhandbuch.
Die TNC kann nicht bei allen Maschinen die Drehachsen
automatisch positionieren. Beachten Sie Ihr
Maschinenhandbuch.
Beachten Sie, dass die TNC eine Korrektur um die
definierten Delta-Werte durchführt. Ein in der Werkzeug-
Tabelle definierter Werkzeug-Radius R hat keinen Einfluss
auf die Korrektur.
Achtung Kollisionsgefahr!
Bei Maschinen, deren Drehachsen nur einen
eingeschränkten Verfahrbereich erlauben, können beim
automatischen Positionieren Bewegungen auftreten, die
beispielsweise eine 180°-Drehung des Tisches erfordern.
Achten Sie auf Kollisionsgefahr des Kopfes mit dem
Werkstück oder mit Spannmitteln.