Positionierverhalten der plane-funktion festlegen, Siehe „automatisches einschwenken: move/turn/stay, Eingabe zwingend erforderlich)” auf seite 498) – HEIDENHAIN iTNC 530 (34049x-08) Benutzerhandbuch
Seite 498: Siehe, Zwingend erforderlich)” auf seite 498), Auf seite 498), Siehe „positionierverhalten der plane-funktion, Festlegen”, seite 498
498
Programmieren: Mehrachsbearbeitung
12.2 Die PLANE-F
unktion: Sc
hw
enk
en der Bearbeit
ungsebene (Sof
tw
ar
e-
Option
1)
Positionierverhalten der PLANE-Funktion
festlegen
Übersicht
Unabhängig davon, welche PLANE-Funktion Sie verwenden um die
geschwenkte Bearbeitungsebene zu definieren, stehen folgende
Funktionen zum Positionierverhalten immer zur Verfügung:
Automatisches Einschwenken
Auswahl von alternativen Schwenkmöglichkeiten
Auswahl der Transformationsart
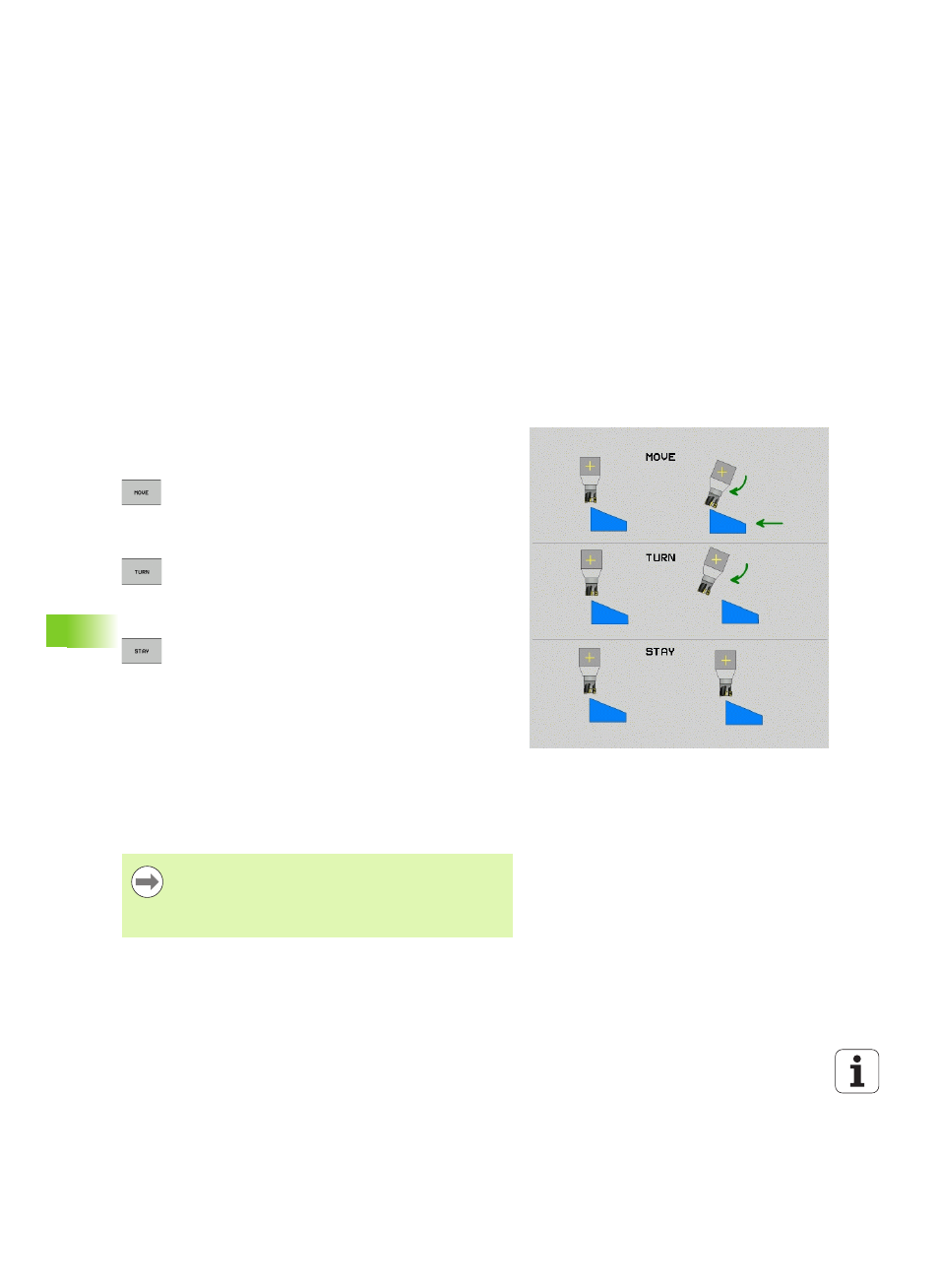
Automatisches Einschwenken: MOVE/TURN/STAY (Eingabe
zwingend erforderlich)
Nachdem Sie alle Parameter zur Ebenendefinition eingegeben haben,
müssen Sie festlegen, wie die Drehachsen auf die berechneten
Achswerte eingeschwenkt werden sollen:
Die PLANE-Funktion soll die Drehachsen automatisch
auf die berechneten Achswerte einschwenken,
wobei sich die Relativposition zwischen Werkstück
und Werkzeug nicht verändert. Die TNC führt eine
Ausgleichsbewegung in den Linearachsen aus
Die PLANE-Funktion soll die Drehachsen automatisch
auf die berechneten Achswerte einschwenken,
wobei die TNC nur die Drehachsen positioniert. Die
TNC führt keine Ausgleichsbewegung in den
Linearachsen aus
Sie schwenken die Drehachsen in einem
nachfolgenden, separaten Positioniersatz ein
Wenn Sie die Option MOVE (PLANE-Funktion soll automatisch mit
Ausgleichsbewegung einschwenken) gewählt haben, sind noch die
zwei nachfolgend erklärten Parameter Abstand Drehpunkt von WZ-
Spitze
und Vorschub? F= zu definieren.
Wenn Sie die Option TURN (PLANE-Funktion soll automatisch ohne
Ausgleichsbewegung einschwenken) gewählt haben, sind noch die
nachfolgend erklärten Parameter Rückzugslänge MB und Vorschub? F=
zu definieren.
Alternativ zu einem direkt per Zahlenwert definierten Vorschub F,
können Sie die Einschwenkbewegung auch mit FMAX (Eilgang) oder
FAUTO
(Vorschub aus TOOL CALL-Satz) ausführen lassen.
Wenn Sie die Funktion PLANE AXIAL in Verbindung mit STAY
verwenden, dann müssen Sie die Drehachsen in einem
separaten Positioniersatz nach der PLANE-Funktion
einschwenken (siehe „Drehachsen in einem separaten
Satz einschwenken” auf Seite 500).