Zyklusparameter – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 119
HEIDENHAIN iTNC 530
119
4.6 GEWINDEFRAESEN (Zyklus
262, DIN/ISO:
G262)
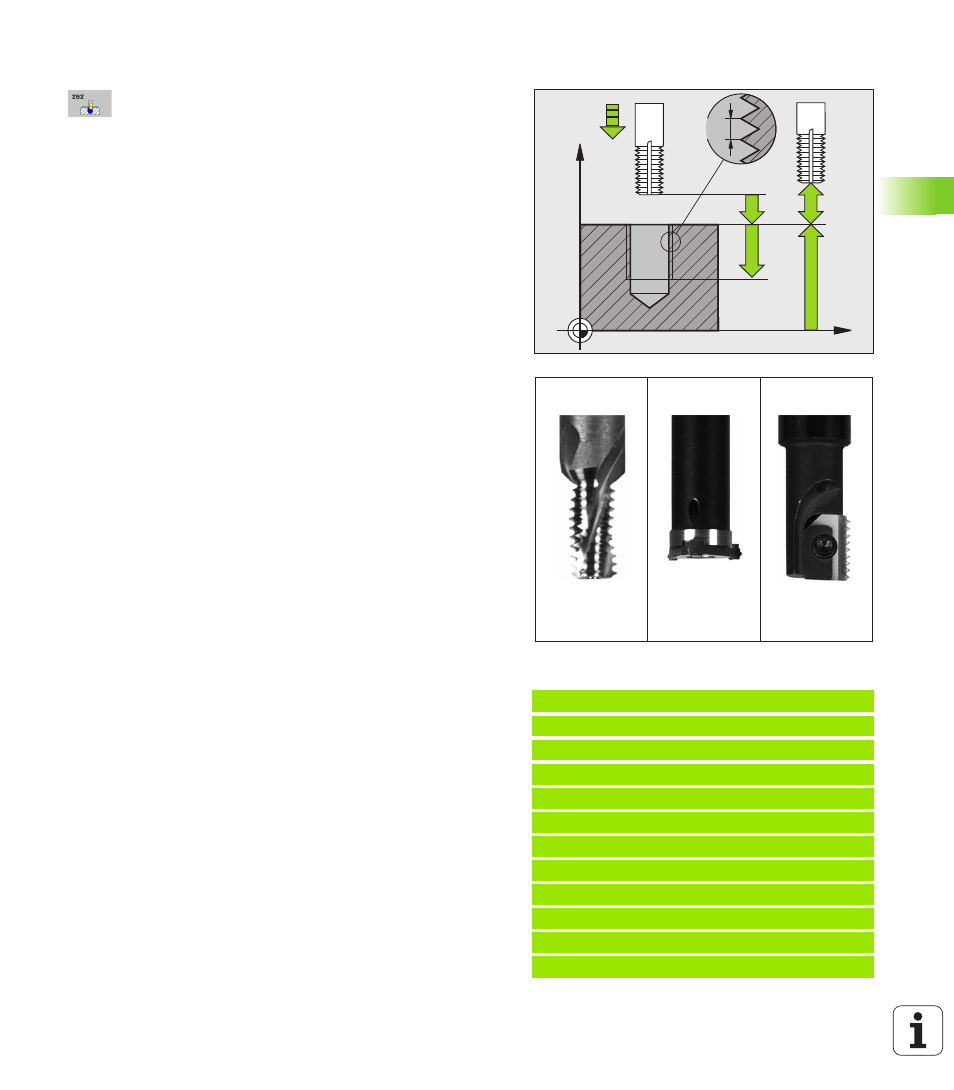
Zyklusparameter
Soll-Durchmesser
Q335: Gewindenenndurchmesser.
Eingabebereich 0 bis 99999,9999
Gewindesteigung
Q239: Steigung des Gewindes. Das
Vorzeichen legt Rechts- oder Linksgewinde fest:
+
= Rechtsgewinde
–
= Linksgewinde
Eingabebereich -99,9999 bis 99,9999
Gewindetiefe
Q201 (inkremental): Abstand zwischen
Werkstück-Oberfläche und Gewindegrund.
Eingabebereich -99999,9999 bis 99999,9999
Nachsetzen
Q355: Anzahl der Gewindegänge um die
das Werkzeug versetzt wird:
0
= eine 360° Schraubenlinie auf die Gewindetiefe
1
= kontinuierliche Schraubenlinie auf der gesamten
Gewindelänge
>1
= mehrere Helixbahnen mit An -und Wegfahren,
dazwischen versetzt die TNC das Werkzeug um Q355
mal der Steigung. Eingabebereich 0 bis 99999
Vorschub Vorpositionieren
Q253:
Verfahrgeschwindigkeit des Werkzeugs beim
Eintauchen in das Werkstück bzw. beim
Herausfahren aus dem Werkstück in mm/min.
Eingabebereich 0 bis 99999,999 alternativ FMAX,
FAUTO
, PREDEF
Fräsart
Q351: Art der Fräsbearbeitung bei M3
+1
= Gleichlauffräsen
–1
= Gegenlauffräsen
alternativ PREDEF
Sicherheits-Abstand
Q200 (inkremental): Abstand
zwischen Werkzeugspitze und Werkstück-
Oberfläche. Eingabebereich 0 bis 99999,9999
alternativ PREDEF
Koord. Werkstück-Oberfläche
Q203 (absolut):
Koordinate Werkstück-Oberfläche. Eingabebereich
-99999,9999 bis 99999,9999
2. Sicherheits-Abstand
Q204 (inkremental):
Koordinate Spindelachse, in der keine Kollision
zwischen Werkzeug und Werkstück (Spannmittel)
erfolgen kann. Eingabebereich 0 bis 99999,9999
alternativ PREDEF
Vorschub Fräsen
Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min. Eingabebereich
0 bis 99999,999 alternativ FAUTO
Vorschub Anfahren
Q512: Verfahrgeschwindigkeit
des Werkzeugs beim Einfahren in das Gewinde in
mm/min. Eingabebereich 0 bis 99999,999 alternativ
FAUTO
Beispiel: NC-Sätze
25 CYCL DEF 262 GEWINDEFRAESEN
Q335=10
;SOLL-DURCHMESSER
Q239=+1.5 ;STEIGUNG
Q201=-20
;GEWINDETIEFE
Q355=0
;NACHSETZEN
Q253=750
;VORSCHUB VORPOS.
Q351=+1
;FRAESART
Q200=2
;SICHERHEITS-ABST.
Q203=+30
;KOOR. OBERFLAECHE
Q204=50
;2. SICHERHEITS-ABST.
Q207=500
;VORSCHUB FRAESEN
Q512=50
;VORSCHUB ANFAHREN
X
Z
Q203
Q253
Q239
Q201
Q204
Q200
Q355 = 1
Q355 > 1
Q355 = 0