Zyklusparameter – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 203
HEIDENHAIN iTNC 530
203
7.
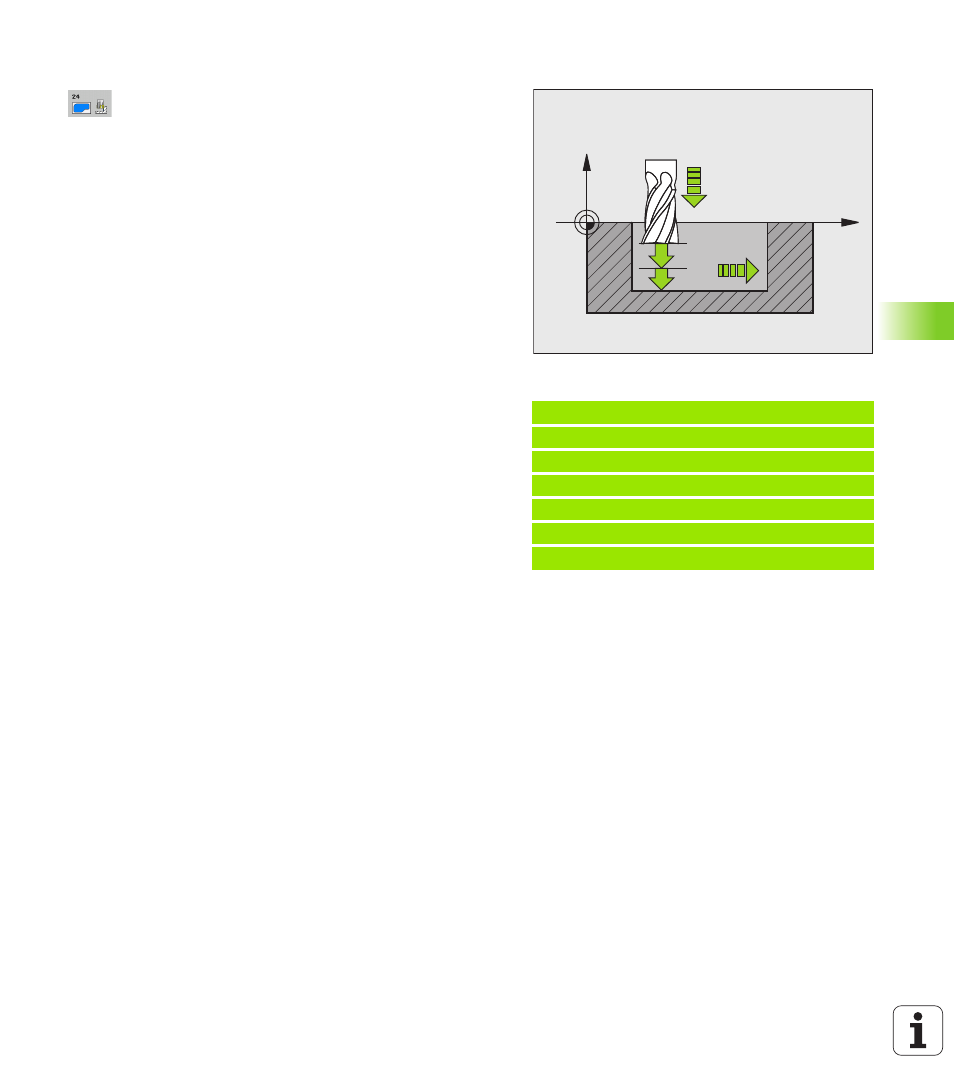
8 SCHLICHTEN SEITE (Zyklus 24, DIN/ISO:
G124)
Zyklusparameter
Drehsinn? Uhrzeigersinn = –1
Q9:
Bearbeitungsrichtung:
+1
:Drehung im Gegen-Uhrzeigersinn
–1
:Drehung im Uhrzeigersinn
Alternativ PREDEF
Zustell-Tiefe
Q10 (inkremental): Maß, um das das
Werkzeug jeweils zugestellt wird. Eingabebereich
-99999,9999 bis 99999,9999
Vorschub Tiefenzustellung
Q11: Eintauchvorschub.
Eingabebereich 0 bis 99999,9999 alternativ FAUTO, FU,
FZ
Vorschub Ausräumen
Q12: Fräsvorschub.
Eingabebereich 0 bis 99999,9999 alternativ FAUTO, FU,
FZ
Schlichtaufmaß Seite
Q14 (inkremental): Aufmaß für
mehrmaliges Schlichten; der letzte Schlicht-Rest wird
ausgeräumt, wenn Sie Q14 = 0 eingeben.
Eingabebereich -99999,9999 bis 99999,9999
Ausraeum-Werkzeug
Q438 bzw. QS438: Nummer oder
Name des Werkzeugs, mit dem die TNC die
Konturtasche ausgeräumt hat. Umschalten auf
Namen-Eingabe: Softkey WERKZEUG-NAME
drücken. Die TNC fügt das Anführungszeichen oben
automatisch ein, wenn Sie das Eingabefeld verlassen.
Der Startpunkt für den Anfahrkreis der Schlichtbahn
liegt auf der äußersten Räumbahn des Zyklus 22, den
die TNC aus der Summe des Ausräumfräserradius
und dem Seitenaufmass Q3 des Zyklus 20 ermittelt.
Bei Eingabe von Q438=0 (Ausräum-Werkzeug gleich
Nullwerkzeug), können Sie über das Schlichtaufmaß
Q3 im Zyklus 20 den Abstand des Startpunktes von
der Kontur festlegen. Eingabebereich -32767,9 bis
+32767,9 bei Nummerneingabe, maximal 32 Zeichen
bei Namenseingabe
Beispiel: NC-Sätze
61 CYCL DEF 24 SCHLICHTEN SEITE
Q9=+1
;DREHSINN
Q10=+5
;ZUSTELL-TIEFE
Q11=100
;VORSCHUB TIEFENZ.
Q12=350
;VORSCHUB RAEUMEN
Q14=+0
;AUFMASS SEITE
Q438=+0
;AUSRAEUM-WERKZEUG
X
Z
Q11
Q12
Q10