Zyklusparameter – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 179
HEIDENHAIN iTNC 530
179
6.3 PUNKTEMUS
TER A
U
F LINIEN
(Zyklus 221, DIN/ISO:
G221)
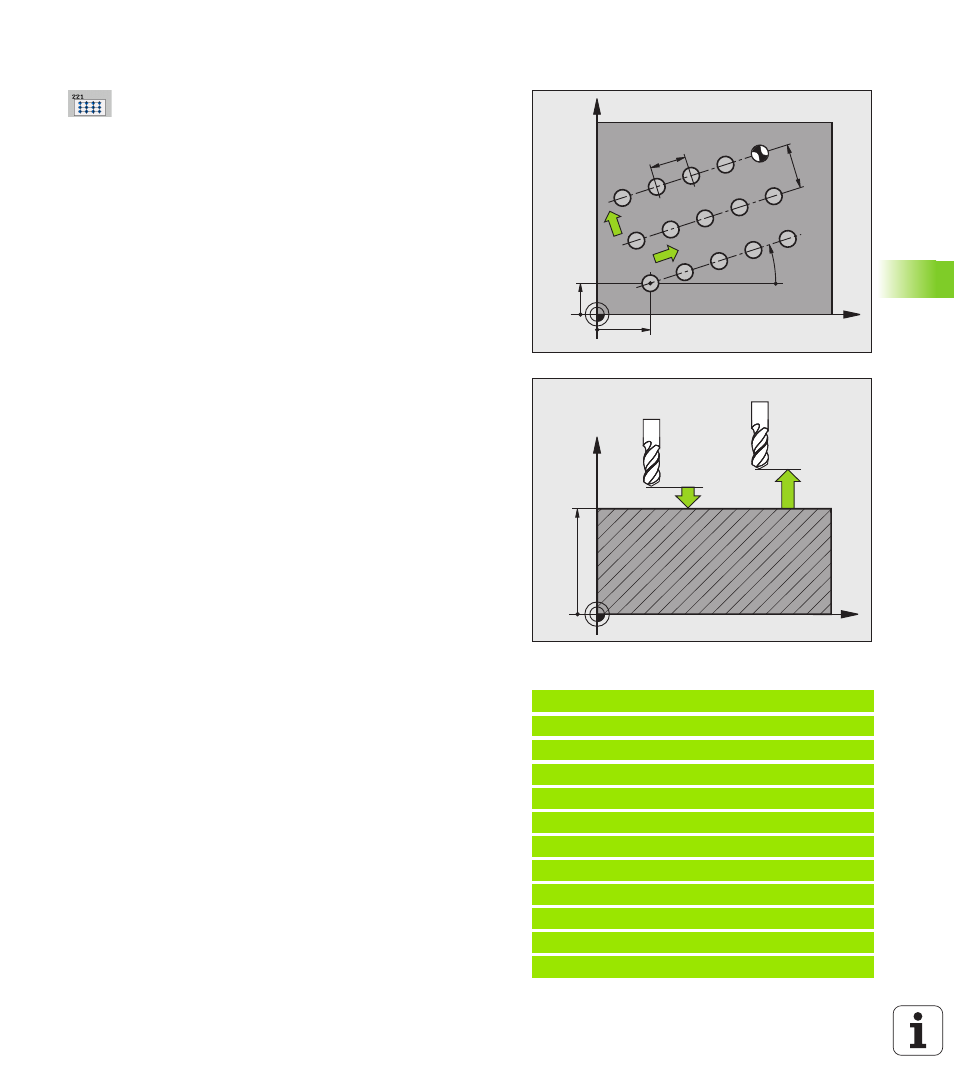
Zyklusparameter
Startpunkt 1. Achse
Q225 (absolut): Koordinate des
Startpunktes in der Hauptachse der
Bearbeitungsebene
Startpunkt 2. Achse
Q226 (absolut): Koordinate des
Startpunktes in der Nebenachse der
Bearbeitungsebene
Abstand 1. Achse
Q237 (inkremental): Abstand der
einzelnen Punkte auf der Zeile
Abstand 2. Achse
Q238 (inkremental): Abstand der
einzelnen Zeilen voneinander
Anzahl Spalten
Q242: Anzahl der Bearbeitungen auf
der Zeile
Anzahl Zeilen
Q243: Anzahl der Zeilen
Drehlage
Q224 (absolut): Winkel, um den das
gesamte Anordnungsbild gedreht wird; das
Drehzentrum liegt im Startpunkt
Sicherheits-Abstand
Q200 (inkremental): Abstand
zwischen Werkzeugspitze und Werkstück-
Oberfläche alternativ PREDEF
Koord. Werkstück-Oberfläche
Q203 (absolut):
Koordinate Werkstück-Oberfläche
2. Sicherheits-Abstand
Q204 (inkremental):
Koordinate Spindelachse, in der keine Kollision
zwischen Werkzeug und Werkstück (Spannmittel)
erfolgen kann alternativ PREDEF
Fahren auf sichere Höhe
Q301: Festlegen, wie das
Werkzeug zwischen den Bearbeitungen verfahren
soll:
0:
Zwischen den Bearbeitungen auf Sicherheits-
Abstand verfahren
1:
Zwischen den Bearbeitungen auf 2. Sicherheits-
Abstand verfahren
Alternativ PREDEF
Beispiel: NC-Sätze
54 CYCL DEF 221 MUSTER LINIEN
Q225=+15
;STARTPUNKT 1. ACHSE
Q226=+15
;STARTPUNKT 2. ACHSE
Q237=+10
;ABSTAND 1. ACHSE
Q238=+8
;ABSTAND 2. ACHSE
Q242=6
;ANZAHL SPALTEN
Q243=4
;ANZAHL ZEILEN
Q224=+15
;DREHLAGE
Q200=2
;SICHERHEITS-ABST.
Q203=+30
;KOOR. OBERFLAECHE
Q204=50
;2. SICHERHEITS-ABST.
Q301=1
;FAHREN AUF S. HOEHE
X
Y
Q226
Q225
Q224
Q238
Q237
N = Q242
N = Q243
X
Z
Q200
Q203
Q204