HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 177
HEIDENHAIN iTNC 530
177
6.2 PUNKTEMUS
TER A
U
F KREIS (Zyklus 220, DIN/ISO:
G220)
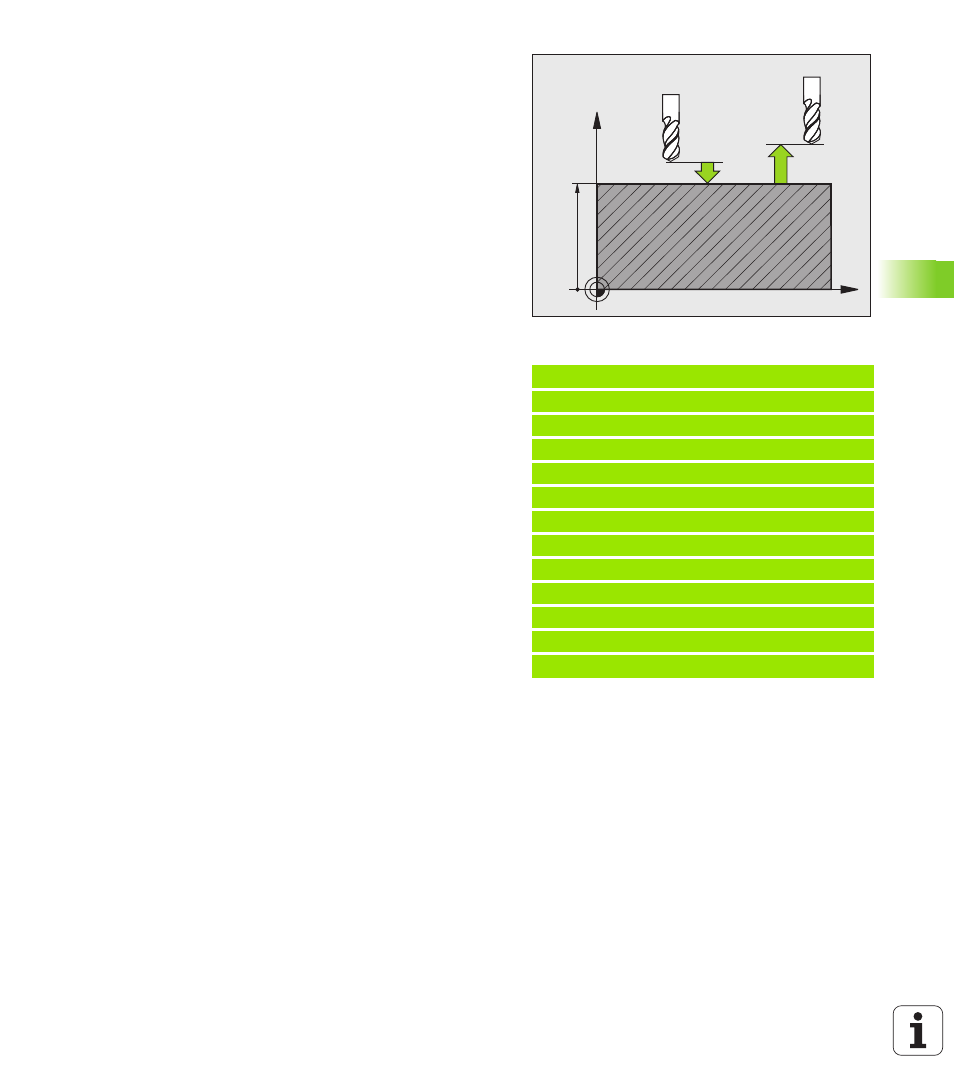
Sicherheits-Abstand
Q200 (inkremental): Abstand
zwischen Werkzeugspitze und Werkstück-
Oberfläche. Eingabebereich 0 bis 99999,9999
alternativ PREDEF
Koord. Werkstück-Oberfläche
Q203 (absolut):
Koordinate Werkstück-Oberfläche. Eingabebereich
-99999,9999 bis 99999,9999
2. Sicherheits-Abstand
Q204 (inkremental):
Koordinate Spindelachse, in der keine Kollision
zwischen Werkzeug und Werkstück (Spannmittel)
erfolgen kann. Eingabebereich 0 bis 99999,9999
alternativ PREDEF
Fahren auf sichere Höhe
Q301: Festlegen, wie das
Werkzeug zwischen den Bearbeitungen verfahren
soll:
0
: Zwischen den Bearbeitungen auf Sicherheits-
Abstand verfahren
1
: Zwischen den Bearbeitungen auf 2. Sicherheits-
Abstand verfahren
Alternativ PREDEF
Verfahrart? Gerade=0/Kreis=1
Q365: Festlegen, mit
welcher Bahnfunktion das Werkzeug zwischen den
Bearbeitungen verfahren soll:
0
: Zwischen den Bearbeitungen auf einer Geraden
verfahren
1
: Zwischen den Bearbeitungen zirkular auf dem
Teilkreis-Durchmesser verfahren
Beispiel: NC-Sätze
53 CYCL DEF 220 MUSTER KREIS
Q216=+50
;MITTE 1. ACHSE
Q217=+50
;MITTE 2. ACHSE
Q244=80
;TEILKREIS-DURCHM.
Q245=+0
;STARTWINKEL
Q246=+360 ;ENDWINKEL
Q247=+0
;WINKELSCHRITT
Q241=8
;ANZAHL BEARBEITUNGEN
Q200=2
;SICHERHEITS-ABST.
Q203=+30
;KOOR. OBERFLAECHE
Q204=50
;2. SICHERHEITS-ABST.
Q301=1
;FAHREN AUF S. HOEHE
Q365=0
;VERFAHRART
X
Z
Q200
Q203
Q204