2 nullpunkt-verschiebung (zyklus 7, din/iso: g54), Wirkung, Zyklusparameter – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 281: Wirkung zyklusparameter, Seite 281
HEIDENHAIN iTNC 530
281
1
1
.2 NULLPUNKT
-V
e
rsc
h
iebung (Zyklus 7
, DIN/ISO:
G54)
11.2 NULLPUNKT-Verschiebung
(Zyklus 7, DIN/ISO: G54)
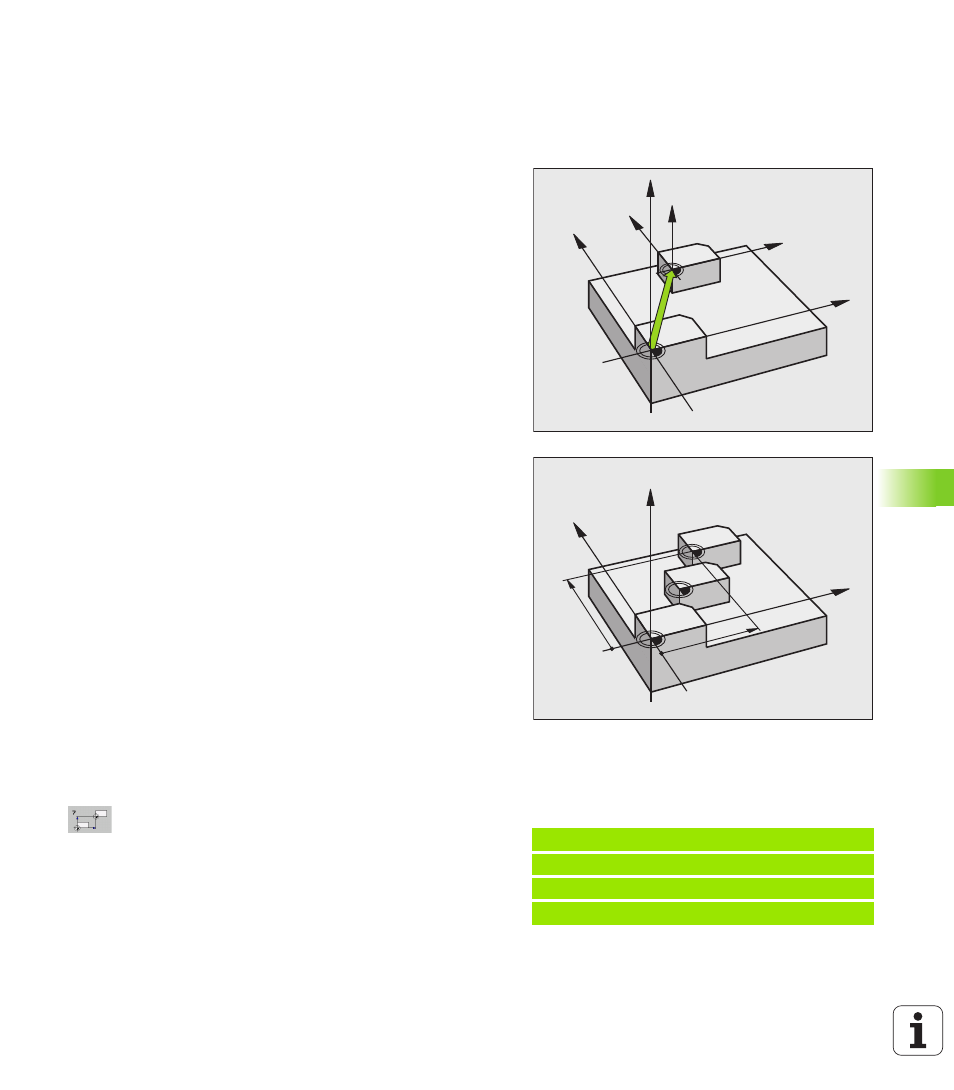
Wirkung
Mit der NULLPUNKT-VERSCHIEBUNG können Sie Bearbeitungen an
beliebigen Stellen des Werkstücks wiederholen.
Nach einer Zyklus-Definition NULLPUNKT-VERSCHIEBUNG beziehen
sich alle Koordinaten-Eingaben auf den neuen Nullpunkt. Die
Verschiebung in jeder Achse zeigt die TNC in der zusätzlichen Status-
Anzeige an. Die Eingabe von Drehachsen ist auch erlaubt.
Rücksetzen
Verschiebung zu den Koordinaten X=0; Y=0 etc. durch erneute
Zyklus-Definition programmieren
Funktion TRANS DATUM RESET verwenden
Aus der Nullpunkt-Tabelle Verschiebung zu den Koordinaten
X=0; Y=0 etc. aufrufen
Grafik
Wenn Sie nach einer Nullpunkt-Verschiebung eine neue BLK FORM
programmieren, können Sie über den Maschinen-Parameter 7310
entscheiden, ob sich die BLK FORM auf den neuen oder alten Nullpunkt
beziehen soll. Bei der Bearbeitung mehrerer Teile kann die TNC
dadurch jedes Teil einzeln grafisch darstellen.
Zyklusparameter
Verschiebung
: Koordinaten des neuen Nullpunkts
eingeben; Absolutwerte beziehen sich auf den
Werkstück-Nullpunkt, der durch das Bezugspunkt-
Setzen festgelegt ist; Inkrementalwerte beziehen
sich immer auf den zuletzt gültigen Nullpunkt – dieser
kann bereits verschoben sein. Eingabe-Bereich bis zu
6 NC-Achsen, jeweils von -99999,9999 bis
99999,9999
Z
Z
X
X
Y
Y
Z
X
Y
X
Y
Beispiel: NC-Sätze
13 CYCL DEF 7.0 NULLPUNKT
14 CYCL DEF 7.1 X+60
16 CYCL DEF 7.3 Z-5
15 CYCL DEF 7.2 Y+40