Einzelnes muster definieren, Seite 61 – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 61
HEIDENHAIN iTNC 530
61
2.3 Must
er
-Definition P
A
T
TERN DEF
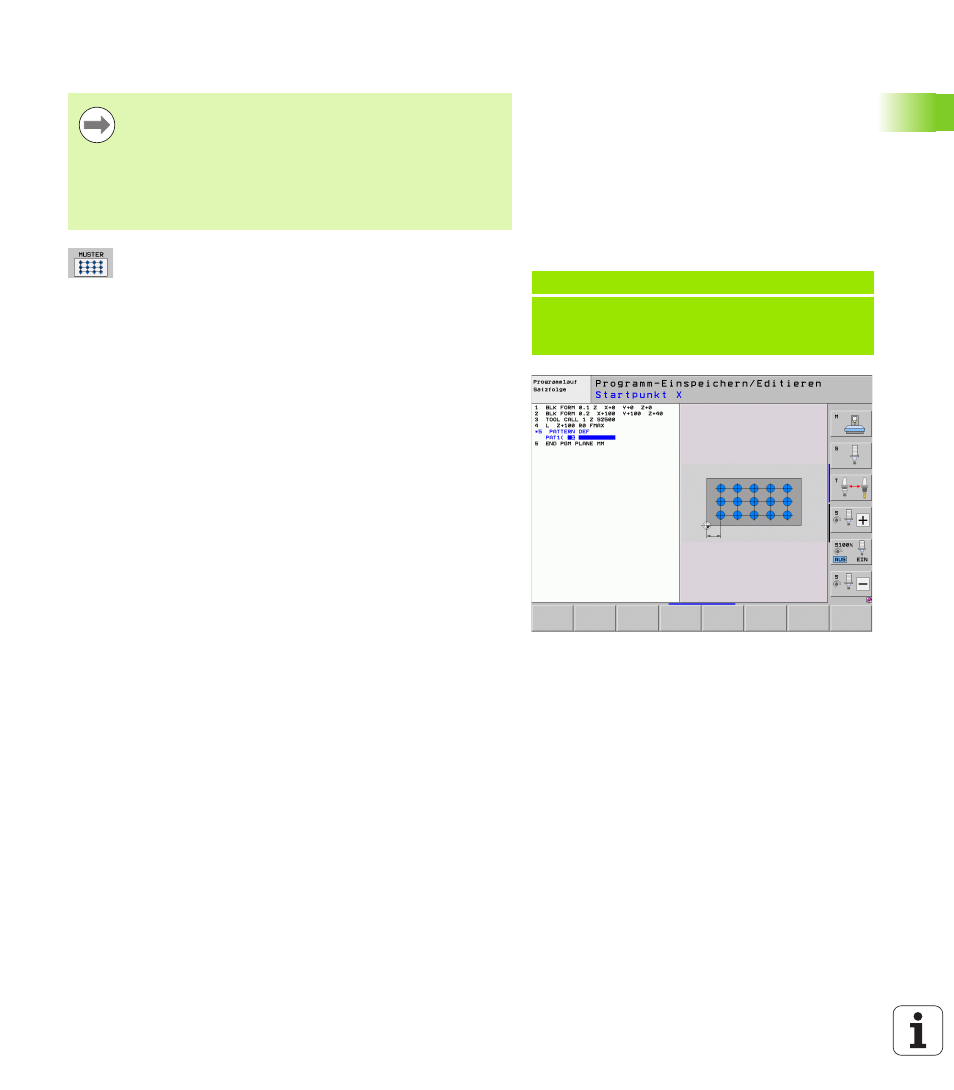
Einzelnes Muster definieren
Startpunkt X
(absolut): Koordinate des Muster-
Startpunktes in der X-Achse
Startpunkt Y
(absolut): Koordinate des Muster-
Startpunktes in der Y-Achse
Abstand Bearbeitungspositionen X (inkremental)
:
Abstand zwischen den Bearbeitungspositionen in
X-Richtung. Wert positiv oder negativ eingebbar
Abstand Bearbeitungspositionen Y (inkremental)
:
Abstand zwischen den Bearbeitungspositionen in
Y-Richtung. Wert positiv oder negativ eingebbar
Anzahl Spalten
: Gesamt-Spaltenanzahl des Musters
Anzahl Zeilen
: Gesamt-Zeilenanzahl des Musters
Drehlage des gesamten Musters (absolut)
:
Drehwinkel, um den das gesamte Muster um den
eingegebenen Startpunkt gedreht wird.
Bezugsachse: Hauptachse der aktiven
Bearbeitungsebene (z.B. X bei Werkzeug-Achse Z).
Wert positiv oder negativ eingebbar
Drehlage Hauptachse
: Drehwinkel, um den
ausschließlich die Hauptachse der
Bearbeitungsebene bezogen auf den eingegebenen
Startpunkt verzerrt wird. Wert positiv oder negativ
eingebbar.
Drehlage Nebenachse
: Drehwinkel, um den
ausschließlich die Nebenachse der
Bearbeitungsebene bezogen auf den eingegebenen
Startpunkt verzerrt wird. Wert positiv oder negativ
eingebbar.
Koordinate Werkstück-Oberfläche
(absolut):
Z-Koordinate eingeben, an der die Bearbeitung
starten soll
Wenn Sie eine Werkstückoberfläche in Z ungleich 0
definieren, dann wirkt dieser Wert zusätzlich zur
Werkstückoberfläche Q203, die Sie im Bearbeitungszyklus
definiert haben.
Die Parameter Drehlage Hauptachse und Drehlage
Nebenachse
wirken additiv auf eine zuvor durchgeführte
Drehlage des gesamten Musters
.
Beispiel: NC-Sätze
10 L Z+100 R0 FMAX
11 PATTERN DEF
PAT1 (X+25 Y+33,5 DX+8 DY+10 NUMX5
NUMY4 ROT+0 ROTX+0 ROTY+0 Z+0)