Zyklusparameter – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 443
HEIDENHAIN iTNC 530
443
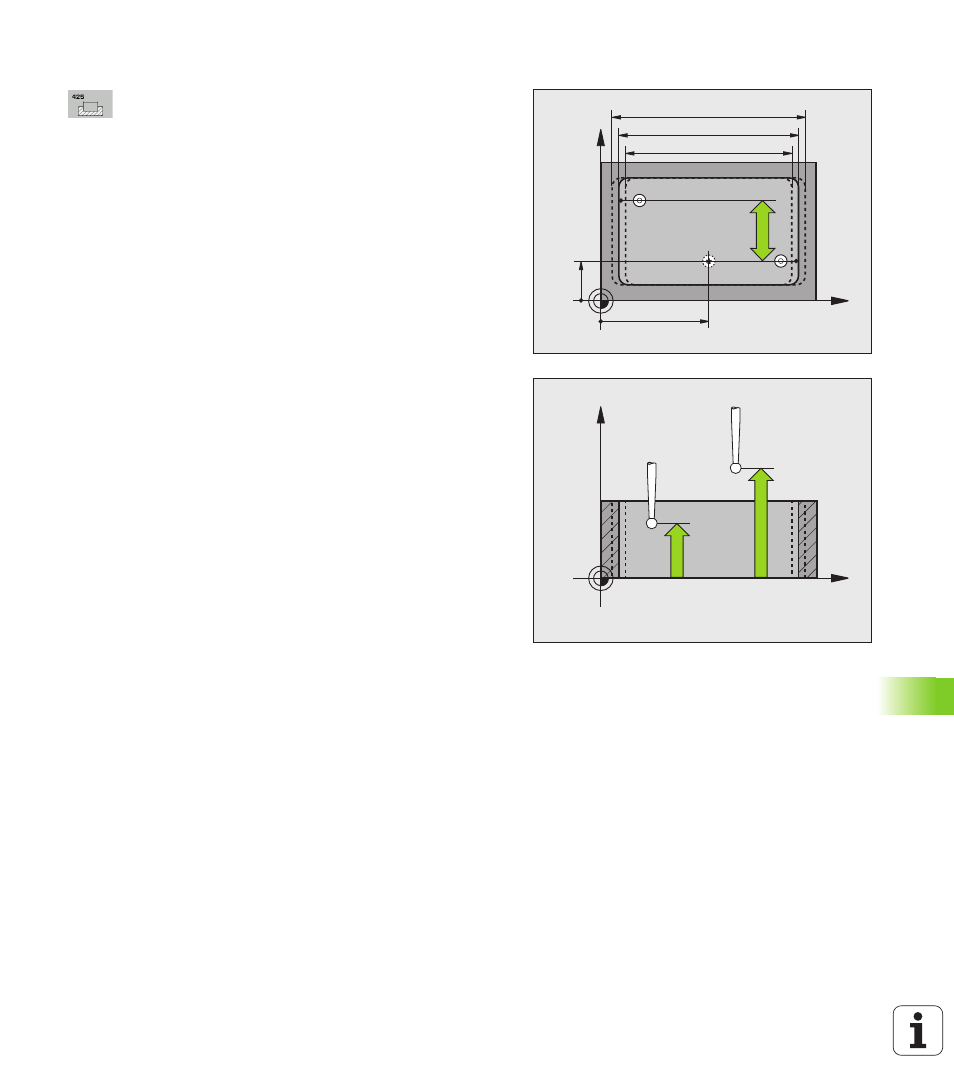
16.9 MESSEN BREITE INNEN (Zyklus 425, DIN/ISO:
G425)
Zyklusparameter
Startpunkt 1. Achse
Q328 (absolut): Startpunkt des
Antastvorgangs in der Hauptachse der
Bearbeitungsebene. Eingabebereich -99999,9999 bis
99999,9999
Startpunkt 2. Achse
Q329 (absolut): Startpunkt des
Antastvorgangs in der Nebenachse der
Bearbeitungsebene. Eingabebereich -99999,9999 bis
99999,9999
Versatz für 2. Messung
Q310 (inkremental): Wert,
um den das Tastsystem vor der zweiten Messung
versetzt wird. Wenn Sie 0 eingeben, versetzt die TNC
das Tastsystem nicht. Eingabebereich -99999,9999
bis 99999,9999
Messachse
Q272: Achse der Bearbeitungsebene, in
der die Messung erfolgen soll:
1
:Hauptachse = Messachse
2
:Nebenachse = Messachse
Messhöhe in der Tastsystem-Achse
Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen
soll. Eingabebereich -99999,9999 bis 99999,9999
Sichere Höhe
Q260 (absolut): Koordinate in der
Tastsystem-Achse, in der keine Kollision zwischen
Tastsystem und Werkstück (Spannmittel) erfolgen
kann. Eingabebereich -99999,9999 bis 99999,9999
alternativ PREDEF
Soll-Länge
Q311: Sollwert der zu messenden Länge.
Eingabebereich 0 bis 99999,9999
Größtmaß
Q288: Größte erlaubte Länge.
Eingabebereich 0 bis 99999,9999
Kleinstmaß
Q289: Kleinste erlaubte Länge.
Eingabebereich 0 bis 99999,9999
Q329
Q328
X
Y
Q289
Q311
Q288
Q272=1
Q272=2
Q310
X
Z
Q261
Q260