Zyklusparameter – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 176
176
Bearbeitungszyklen: Musterdefinitionen
6.2 PUNKTEMUS
TER A
U
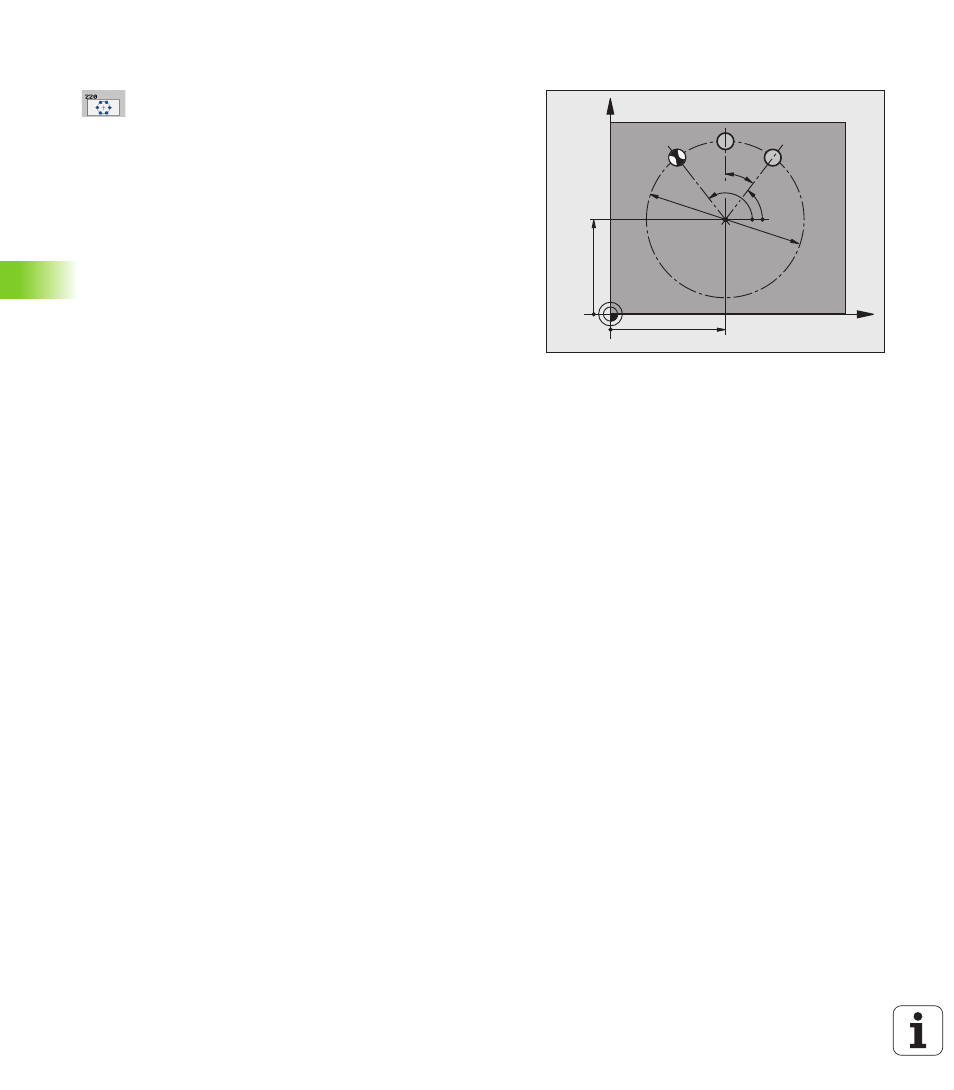
F KREIS (Zyklus 220, DIN/ISO:
G220)
Zyklusparameter
Mitte 1. Achse
Q216 (absolut): Teilkreis-Mittelpunkt
in der Hauptachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
Mitte 2. Achse
Q217 (absolut): Teilkreis-Mittelpunkt
in der Nebenachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
Teilkreis-Durchmesser
Q244: Durchmesser des
Teilkreises. Eingabebereich 0 bis 99999,9999
Startwinkel
Q245 (absolut): Winkel zwischen der
Hauptachse der Bearbeitungsebene und dem
Startpunkt der ersten Bearbeitung auf dem Teilkreis.
Eingabebereich -360,000 bis 360,000
Endwinkel
Q246 (absolut): Winkel zwischen der
Hauptachse der Bearbeitungsebene und dem
Startpunkt der letzten Bearbeitung auf dem Teilkreis
(gilt nicht für Vollkreise); Endwinkel ungleich
Startwinkel eingeben; wenn Endwinkel größer als
Startwinkel eingegeben, dann Bearbeitung im Gegen-
Uhrzeigersinn, sonst Bearbeitung im Uhrzeigersinn.
Eingabebereich -360,000 bis 360,000
Winkelschritt
Q247 (inkremental): Winkel zwischen
zwei Bearbeitungen auf dem Teilkreis; wenn der
Winkelschritt gleich null ist, dann berechnet die TNC
den Winkelschritt aus Startwinkel, Endwinkel und
Anzahl Bearbeitungen; wenn ein Winkelschritt
eingegeben ist, dann berücksichtigt die TNC den
Endwinkel nicht; das Vorzeichen des Winkelschritts
legt die Bearbeitungsrichtung fest (– =
Uhrzeigersinn). Eingabebereich -360,000 bis 360,000
Anzahl Bearbeitungen
Q241: Anzahl der
Bearbeitungen auf dem Teilkreis. Eingabebereich
1 bis 99999
X
Y
Q217
Q216
Q247
Q245
Q244 Q246
N = Q241