Zyklusparameter – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 143
HEIDENHAIN iTNC 530
143
5.2 RECHTECKT
A
S
CHE (Zykl
us 251, DIN/ISO:
G251)
Zyklusparameter
Bearbeitungs-Umfang (0/1/2)
Q215: Bearbeitungs-
Umfang festlegen:
0
: Schruppen und Schlichten
1
: Nur Schruppen
2
: Nur Schlichten
Schlichten Seite und Schlichten Tiefe werden nur
ausgeführt, wenn das jeweilige Schlichtaufmaß
(Q368, Q369) definiert ist
1. Seiten-Länge
Q218 (inkremental): Länge der
Tasche, parallel zur Hauptachse der
Bearbeitungsebene. Eingabebereich 0 bis
99999,9999
2. Seiten-Länge
Q219 (inkremental): Länge der
Tasche, parallel zur Nebenachse der
Bearbeitungsebene. Eingabebereich 0 bis
99999,9999
Eckenradius
Q220: Radius der Taschenecke. Wenn
mit 0 oder kleiner als der aktive Werkzeug-Radius
eingegeben, setzt die TNC den Eckenradius gleich
dem Werkzeug-Radius. Die TNC gibt in diesen Fällen
keine Fehlermeldung aus. Eingabebereich 0 bis
99999,9999
Schlichtaufmaß Seite
Q368 (inkremental): Schlicht-
Aufmaß in der Bearbeitungsebene. Eingabebereich
0 bis 99999,9999
Drehlage
Q224 (absolut): Winkel, um den die gesamte
Tasche gedreht wird. Das Drehzentrum liegt in der
Position, auf der das Werkzeug beim Zyklus-Aufruf
steht. Eingabebereich -360,0000 bis 360,0000
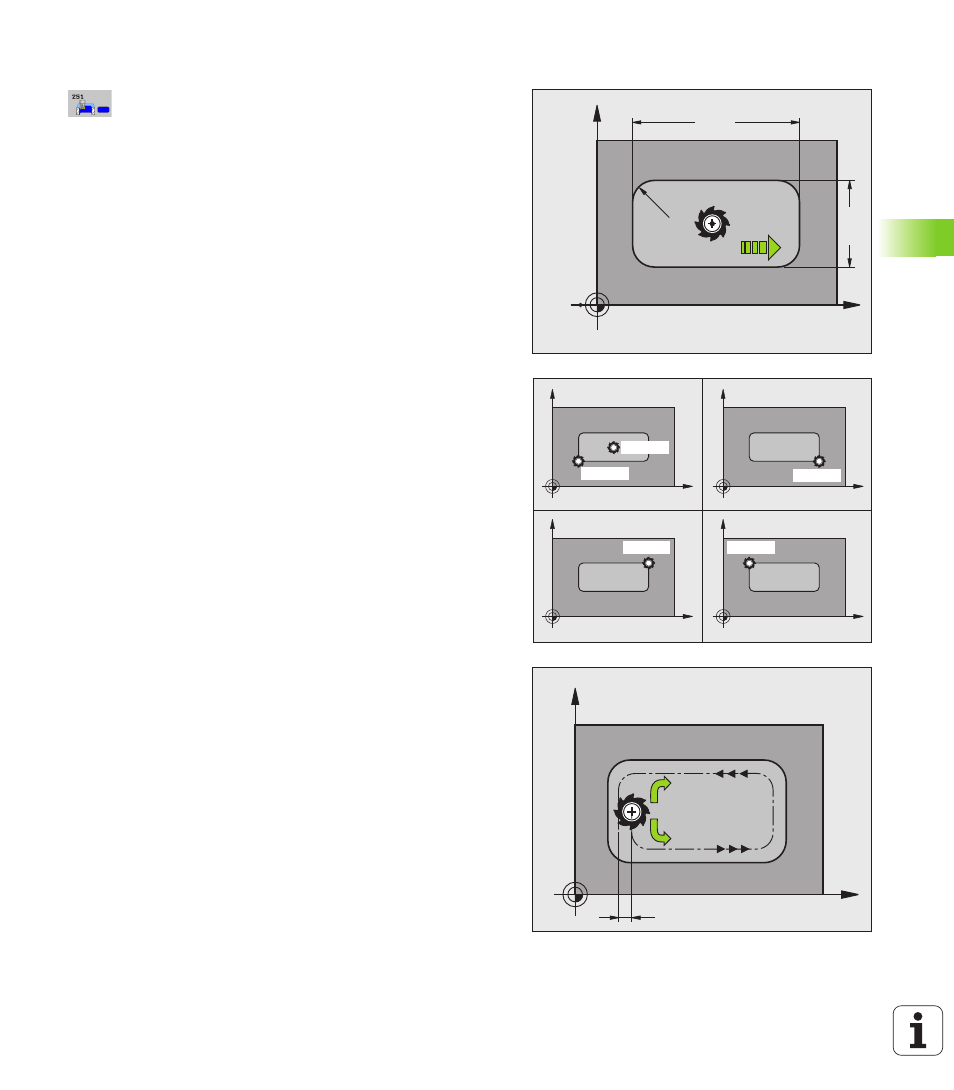
Taschenlage
Q367: Lage der Tasche bezogen auf die
Position des Werkzeuges beim Zyklus-Aufruf:
0
: Werkzeugposition = Taschenmitte
1
: Werkzeugposition = Linke untere Ecke
2
: Werkzeugposition = Rechte untere Ecke
3
: Werkzeugposition = Rechte obere Ecke
4
: Werkzeugposition = Linke obere Ecke
Vorschub Fräsen
Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min. Eingabebereich
0 bis 99999,999 alternativ FAUTO, FU, FZ
Fräsart
Q351: Art der Fräsbearbeitung bei M3:
+1
= Gleichlauffräsen
–1
= Gegenlauffräsen
+0
= Gleichlauffräsen, bei aktiver Spiegelung behält
die TNC jedoch die Fräsart Gleichlauf bei
alternativ PREDEF
X
Y
Q21
9
Q218
Q207
Q220
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4
X
Y
k
Q351= +1
Q351= 1