Zyklusparameter – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 212
212
Bearbeitungszyklen: Konturtasche, Konturzüge
7.
1
1
K
O
NTURNUT WIRBELFRÄSEN
(Zyklus 275, DIN/ISO:
G275)
Zyklusparameter
Bearbeitungs-Umfang (0/1/2)
Q215: Bearbeitungs-
Umfang festlegen:
0
: Schruppen und Schlichten
1
: Nur Schruppen
2
: Nur Schlichten
Die TNC führt das Seitenschlichten auch dann aus,
wenn das Schlichtaufmaß (Q368) mit 0 definiert ist
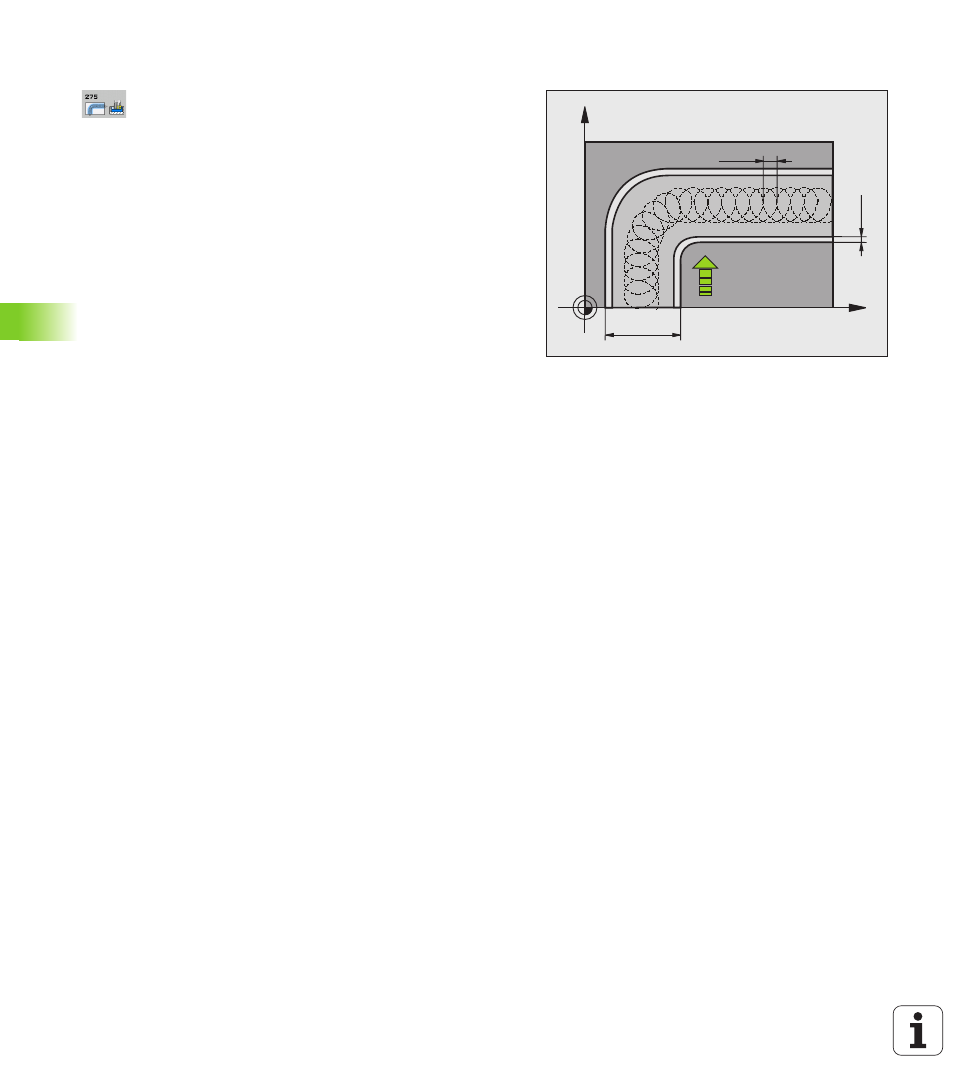
Nutbreite
Q219: Breite der Nut eingeben; wenn
Nutbreite gleich Werkzeug-Durchmesser
eingegeben, dann fährt die TNC das Werkzeug
lediglich entlang der definierten Kontur.
Eingabebereich 0 bis 99999,9999
Schlichtaufmaß Seite
Q368 (inkremental): Schlicht-
Aufmaß in der Bearbeitungsebene
Zustellung pro Umlauf
Q436 (absolut): Wert, um den
die TNC das Werkzeug pro Umlauf in
Bearbeitungsrichtung versetzt. Eingabebereich: 0 bis
99999,9999
Vorschub Fräsen
Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min. Eingabebereich
0 bis 99999,999 alternativ FAUTO, FU, FZ
Fräsart
Q351: Art der Fräsbearbeitung bei M3:
+1
= Gleichlauffräsen
–1
= Gegenlauffräsen
alternativ PREDEF
X
Y
Q219
Q368
Q436
Q207