6 messen kreis aussen (zyklus 422, din/iso: g422), Zyklusablauf, Beim programmieren beachten – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 430: Zyklusablauf beim programmieren beachten, Seite 430
430
Tastsystemzyklen: Werkstücke automatisch kontrollieren
16.6 MESSEN KREIS A
U
SSEN
(Zyklus 422, DIN/ISO:
G422)
16.6 MESSEN KREIS AUSSEN
(Zyklus 422, DIN/ISO: G422)
Zyklusablauf
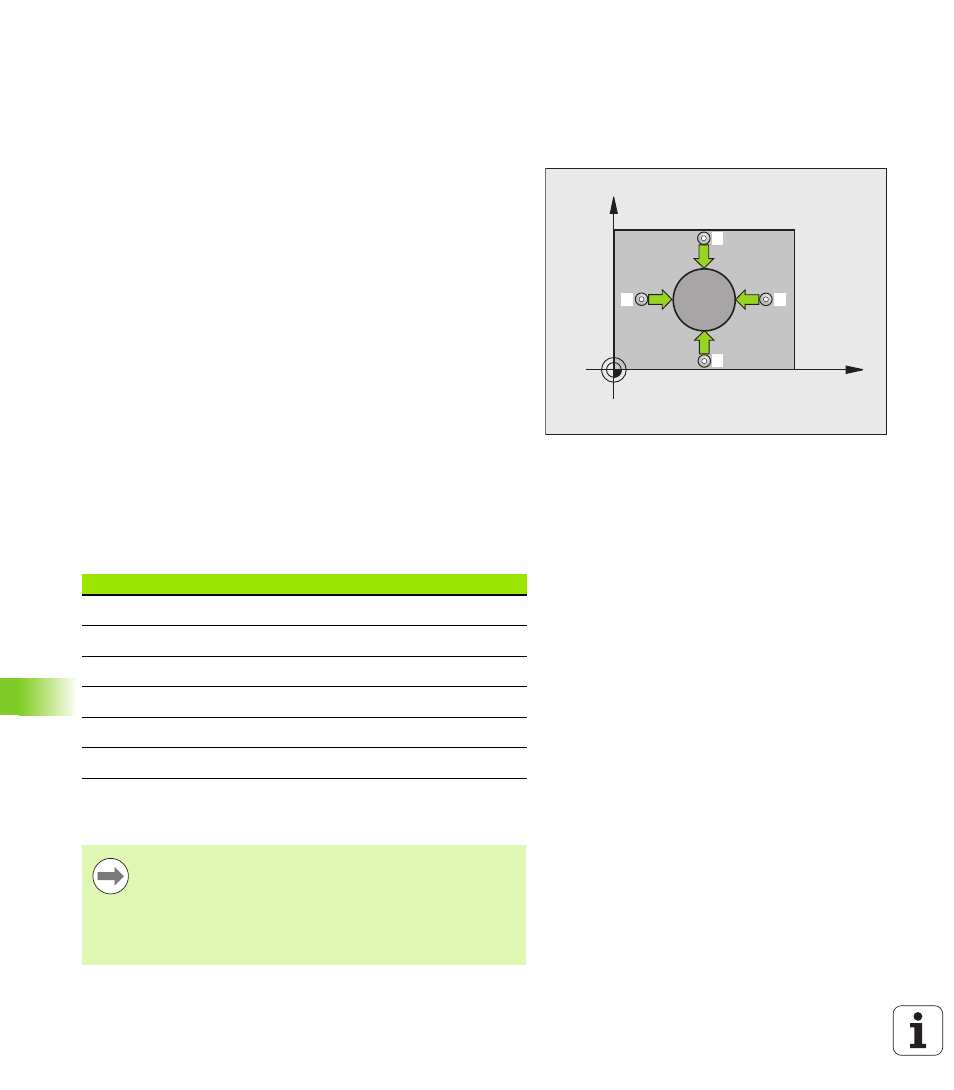
Der Tastsystem-Zyklus 422 ermittelt den Mittelpunkt und den
Durchmesser eines Kreiszapfens. Wenn Sie die entsprechenden
Toleranzwerte im Zyklus definieren, führt die TNC einen Soll-
Istwertvergleich durch und legt die Abweichungen in
Systemparametern ab.
1
Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
MP6150) und mit Positionierlogik (siehe „Tastsystemzyklen
abarbeiten” auf Seite 336) zum Antastpunkt
1
. Die TNC berechnet
die Antastpunkte aus den Angaben im Zyklus und dem Sicherheits-
Abstand aus MP6140
2
Anschließend fährt das Tastsystem auf die eingegebene
Messhöhe und führt den ersten Antast-Vorgang mit Antast-
Vorschub (MP6120) durch. Die TNC bestimmt die Antast-Richtung
automatisch in Abhängigkeit vom programmierten Startwinkel
3
Danach fährt das Tastsystem zirkular, entweder auf Messhöhe
oder auf Sicherer Höhe, zum nächsten Antastpunkt
2
und führt
dort den zweiten Antast-Vorgang durch
4
Die TNC positioniert das Tastsystem zum Antastpunkt
3
und
danach zum Antastpunkt
4
und führt dort den dritten bzw. vierten
Antast-Vorgang durch
5
Abschließend positioniert die TNC das Tastsystem zurück auf die
Sichere Höhe und speichert die Istwerte und die Abweichungen in
folgenden Q-Parametern:
Beim Programmieren beachten!
X
Y
1
2
3
4
Parameter-Nummer
Bedeutung
Q151
Istwert Mitte Hauptachse
Q152
Istwert Mitte Nebenachse
Q153
Istwert Durchmesser
Q161
Abweichung Mitte Hauptachse
Q162
Abweichung Mitte Nebenachse
Q163
Abweichung Durchmesser
Vor der Zyklus-Definition müssen Sie einen Werkzeug-
Aufruf zur Definition der Tastsystem-Achse programmiert
haben.
Je kleiner Sie den Winkelschritt programmieren, desto
ungenauer berechnet die TNC die Zapfenmaße. Kleinster
Eingabwert: 5°.