HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 326
326
Zyklen: Sonderfunktionen
12.7 INTERPOLA
TIONSDREHEN (Sof
tw
ar
e-Option, Zyklus 290,
DIN/ISO:
G290)
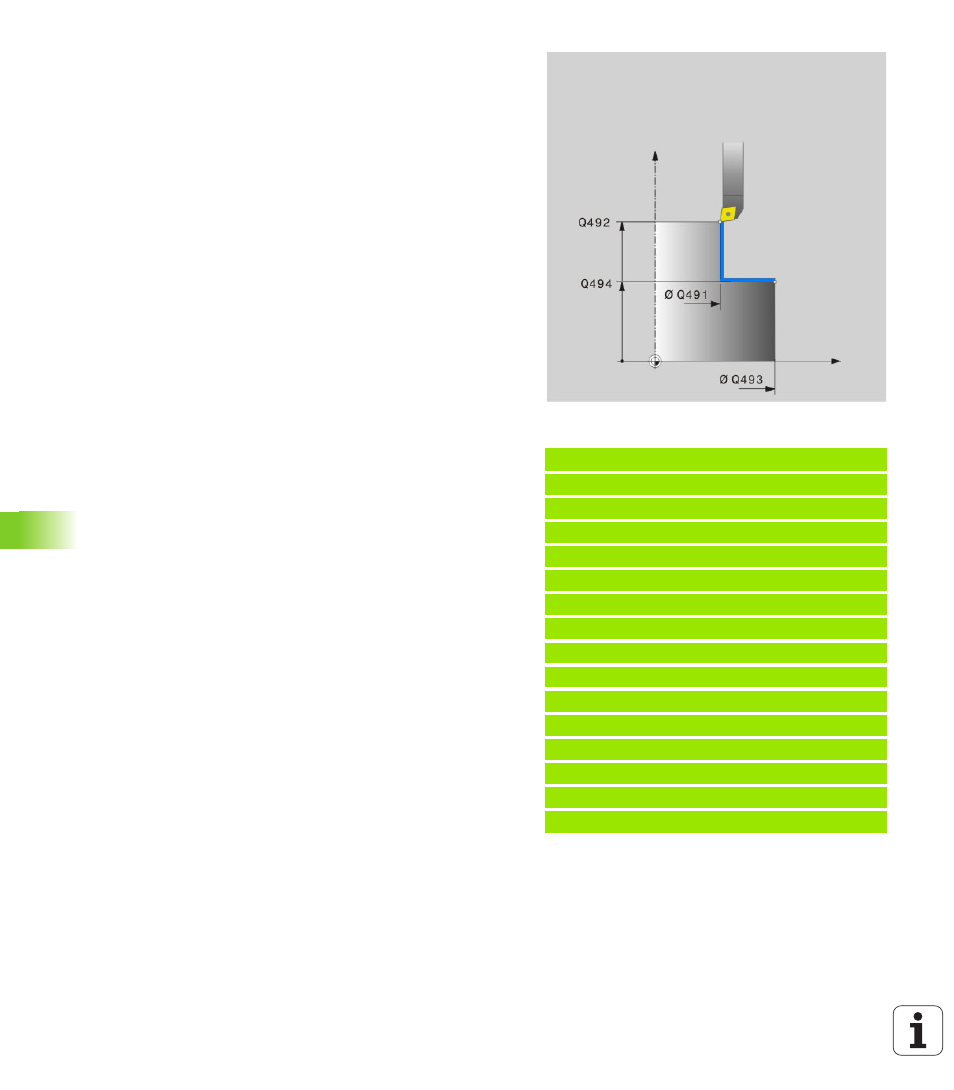
Konturstart Durchmesser
Q491 (absolut): Ecke des
Startpunkts in X, Durchmesser eingeben.
Eingabebereich -99999,9999 bis 99999,9999
Konturstart Z
Q492 (absolut): Ecke des Startpunkts
in Z. Eingabebereich -99999,9999 bis 99999,9999
Konturende Durchmesser
Q493 (absolut): Ecke des
Endpunkts in X, Durchmesser eingeben.
Eingabebereich -99999,9999 bis 99999,9999
Konturende Z
Q494 (absolut): Ecke des Endpunkts in
Z. Eingabebereich -99999,9999 bis 99999,9999
Winkel Umfangsfläche
Q495: Winkel der ersten zu
bearbeitenden Fläche in Grad. Eingabebereich
-179,999 bis 179,999
Winkel der Planfläche
Q496: Winkel der zweiten zu
bearbeitenden Fläche in Grad. Eingabebereich
-179,999 bis 179,999
Radius der Konturecke
Q500: Eckenverrundung
zwischen den zu bearbeitenden Flächen.
Eingabebereich 0 bis 999,999
Beispiel: NC-Sätze
62 CYCL DEF 290 INTERPOLATIONSDREHEN
Q200=2
;SICHERHEITS-ABST.
Q445=+50
;SICHERE HOEHE
Q336=0
;WINKEL SPINDEL
Q440=20
;SCHNITTGESCHW.
Q441=0.75
;ZUSTELLUNG
Q442=+0
;STARTWINKEL
Q443=-1
;BEARBEITUNGSR.
Q444=+6
;INTERP. ACHSE
Q491=+25
;KONTURSTART DURCHM
Q492=+0
;KONTURSTART Z
Q493=+50
;KONTURENDE X
Q494=-45
;KONTURENDE Z
Q495=+0
;WINKEL UMFANGFLAECHE
Q496=+0
;WINKEL PLANFLAECHE
Q500=4.5
;RADIUS KONTURECKE