Zyklusparameter – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 74
74
Bearbeitungszyklen: Bohren
3.2 ZENTRIEREN (Zyklus
240, DIN/ISO:
G240)
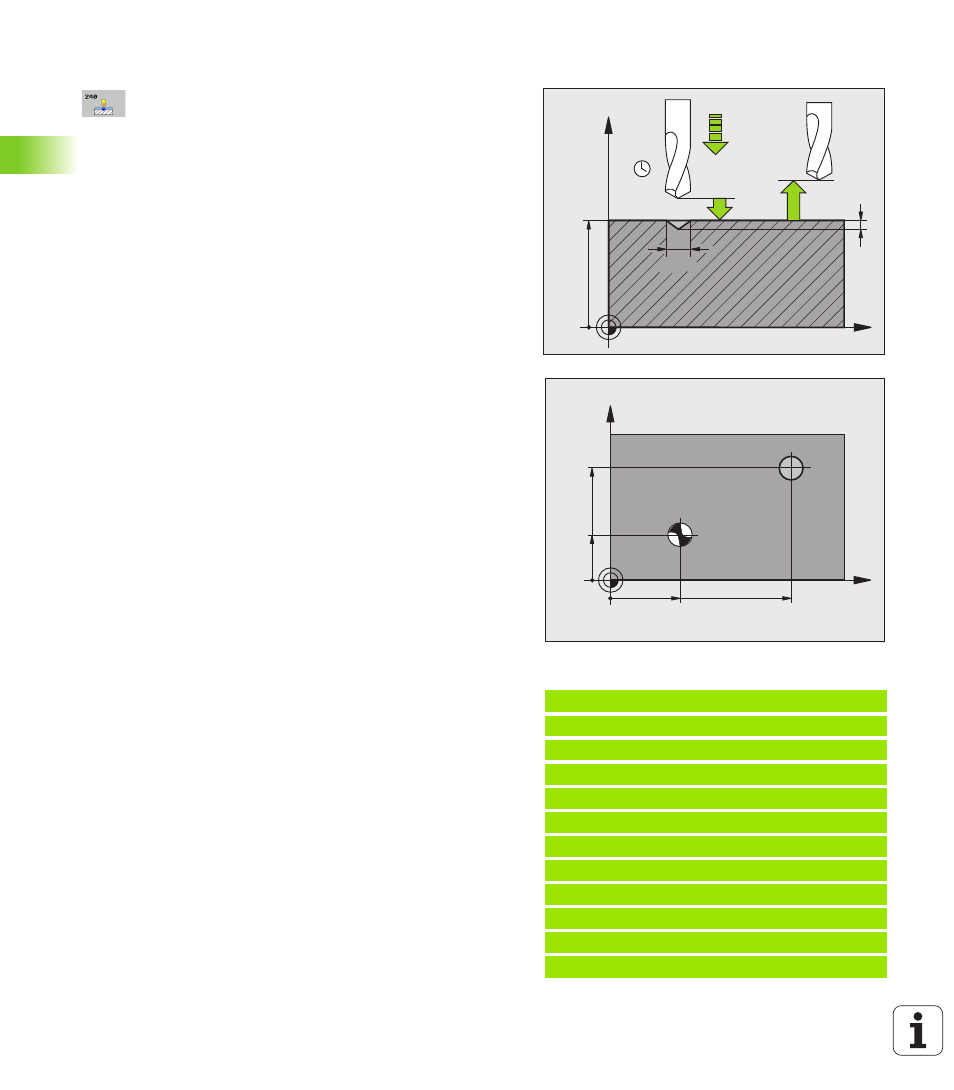
Zyklusparameter
Sicherheits-Abstand
Q200 (inkremental): Abstand
Werkzeugspitze – Werkstück-Oberfläche; Wert
positiv eingeben. Eingabebereich 0 bis 99999,9999
alternativ PREDEF
Auswahl Durchmesser/Tiefe (1/0)
Q343: Auswahl,
ob auf eingegebenen Durchmesser oder auf
eingegebene Tiefe zentriert werden soll. Wenn die
TNC auf den eingegebenen Durchmesser zentrieren
soll, müssen Sie den Spitzenwinkel des Werkzeugs in
der Spalte T-ANGLE der Werkzeug-Tabelle TOOL.T
definieren.
0
: Auf eingegebene Tiefe zentrieren
1
: Auf eingegebenen Durchmesser zentrieren
Tiefe
Q201 (inkremental): Abstand Werkstück-
Oberfläche – Zentriergrund (Spitze des
Zentrierkegels). Nur wirksam, wenn Q343=0 definiert
ist. Eingabebereich -99999,9999 bis 99999,9999
Durchmesser (Vorzeichen)
Q344:
Zentrierdurchmesser. Nur wirksam, wenn Q343=1
definiert ist. Eingabebereich -99999,9999 bis
99999,9999
Vorschub Tiefenzustellung
Q206:
Verfahrgeschwindigkeit des Werkzeugs beim
Zentrieren in mm/min. Eingabebereich 0 bis
99999,999 alternativ FAUTO, FU
Verweilzeit unten
Q211: Zeit in Sekunden, die das
Werkzeug am Bohrungsgrund verweilt.
Eingabebereich 0 bis 3600,0000 alternativ PREDEF
Koord. Werkstück-Oberfläche
Q203 (absolut):
Koordinate Werkstück-Oberfläche. Eingabebereich
-99999,9999 bis 99999,9999
2. Sicherheits-Abstand
Q204 (inkremental):
Koordinate Spindelachse, in der keine Kollision
zwischen Werkzeug und Werkstück (Spannmittel)
erfolgen kann. Eingabebereich 0 bis 99999,9999
alternativ PREDEF
Beispiel: NC-Sätze
10 L Z+100 R0 FMAX
11 CYCL DEF 240 ZENTRIEREN
Q200=2
;SICHERHEITS-ABST.
Q343=1
;AUSWAHL DURCHM./TIEFE
Q201=+0
;TIEFE
Q344=-9
;DURCHMESSER
Q206=250
;VORSCHUB TIEFENZ.
Q211=0.1
;VERWEILZEIT UNTEN
Q203=+20
;KOOR. OBERFLAECHE
Q204=100
;2. SICHERHEITS-ABST.
12 CYCL CALL POS X+30 Y+20 Z+0 FMAX M3
13 CYCL CALL POS X+80 Y+50 Z+0 FMAX
X
Z
Q200
Q344
Q206
Q210
Q203
Q204
Q201
30
X
Y
20
80
50