HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 165
HEIDENHAIN iTNC 530
165
5.6 RECHTECKZAPFEN (Zyklus 256, DIN/ISO:
G256)
Vorschub Fräsen
Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min. Eingabebereich
0 bis 99999,999 alternativ FAUTO, FU, FZ
Fräsart
Q351: Art der Fräsbearbeitung bei M3:
+1
= Gleichlauffräsen
–1
= Gegenlauffräsen
alternativ PREDEF
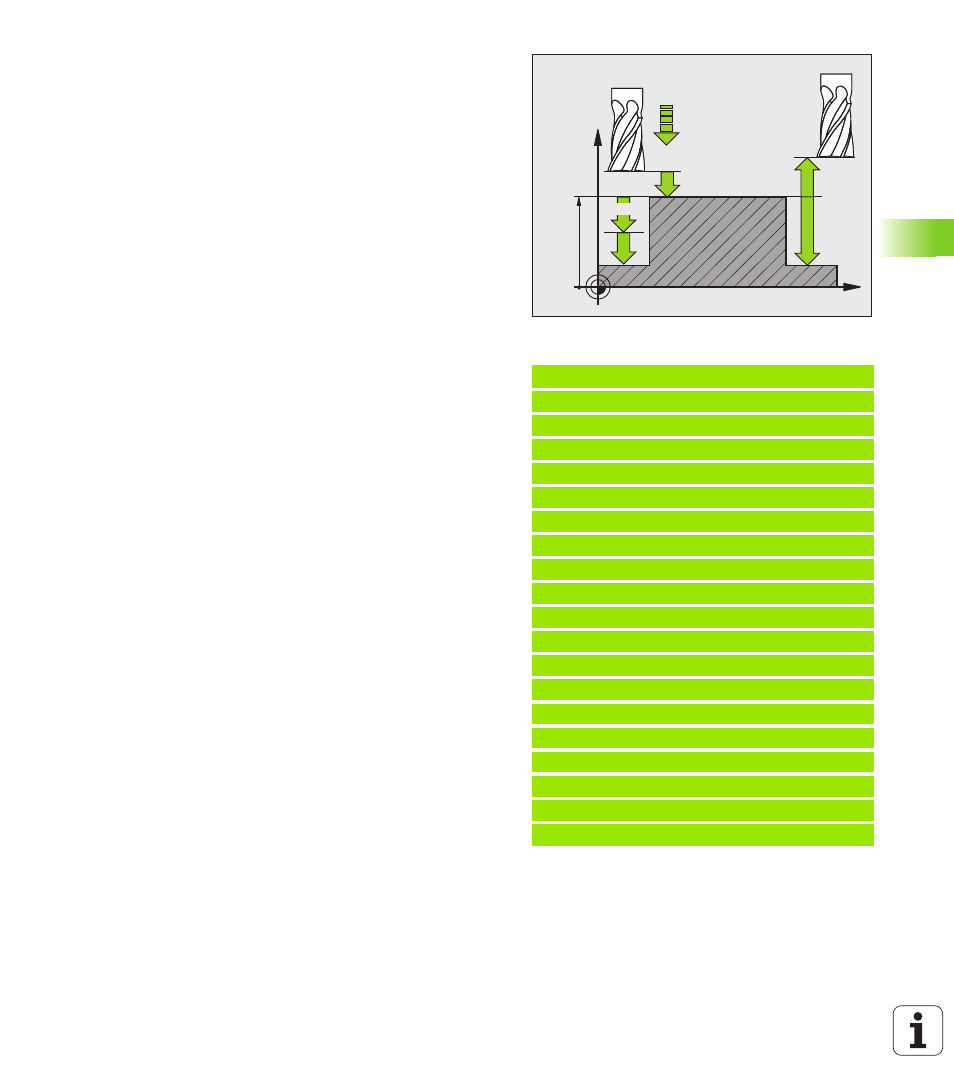
Tiefe
Q201 (inkremental): Abstand Werkstück-
Oberfläche – Zapfengrund. Eingabebereich
-99999,9999 bis 99999,9999
Zustell-Tiefe
Q202 (inkremental): Maß, um welches
das Werkzeug jeweils zugestellt wird; Wert größer 0
eingeben. Eingabebereich 0 bis 99999,9999
Vorschub Tiefenzustellung
Q206:
Verfahrgeschwindigkeit des Werkzeugs beim Fahren
auf Tiefe in mm/min. Eingabebereich 0 bis 99999,999
alternativ FMAX, FAUTO, FU, FZ
Sicherheits-Abstand
Q200 (inkremental): Abstand
zwischen Werkzeug-Stirnfläche und Werkstück-
Oberfläche. Eingabebereich 0 bis 99999,9999
alternativ PREDEF
Koordinate Werkstück-Oberfläche
Q203 (absolut):
Absolute Koordinate der Werkstück-Oberfläche.
Eingabebereich -99999,9999 bis 99999,9999
2. Sicherheits-Abstand
Q204 (inkremental):
Koordinate Spindelachse, in der keine Kollision
zwischen Werkzeug und Werkstück (Spannmittel)
erfolgen kann. Eingabebereich 0 bis 99999,9999
alternativ PREDEF
Bahn-Überlappung Faktor
Q370: Q370 x Werkzeug-
Radius ergibt die seitliche Zustellung k.
Eingabebereich 0,1 bis 1,414 alternativ PREDEF
Anfahrposition (0...4)
Q437 Anfahrstrategie des
Werkzeugs festlegen:
0
: Rechts vom Zapfen (Grundeinstellung)
1
: Linke untere Ecke
2
: Rechte untere Ecke
3
: Rechte obere Ecke
4
: Linke obere Ecke
Sollten beim Anfahren mit der Einstellung Q437=0
Anfahrmarken auf der Zapfenoberfläche entstehen,
dann eine andere Anfahrposition wählen
Beispiel: NC-Sätze
8 CYCL DEF 256 RECHTECKZAPFEN
Q218=60
;1. SEITEN-LAENGE
Q424=74
;ROHTEILMASS 1
Q219=40
;2. SEITEN-LAENGE
Q425=60
;ROHTEILMASS 2
Q220=5
;ECKENRADIUS
Q368=0.2
;AUFMASS SEITE
Q224=+0
;DREHLAGE
Q367=0
;ZAPFENLAGE
Q207=500
;VORSCHUB FRAESEN
Q351=+1
;FRAESART
Q201=-20
;TIEFE
Q202=5
;ZUSTELL-TIEFE
Q206=150
;VORSCHUB TIEFENZ.
Q200=2
;SICHERHEITS-ABST.
Q203=+0
;KOOR. OBERFLAECHE
Q204=50
;2. SICHERHEITS-ABST.
Q370=1
;BAHN-UEBERLAPPUNG
Q437=0
;ANFAHRPOSITION
9 CYCL CALL POS X+50 Y+50 Z+0 FMAX M3
X
Z
Q200
Q201
Q206
Q203
Q204
Q202