Wirkung, Seite 297 – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 297
HEIDENHAIN iTNC 530
297
1
1
.9 BEARBEITUNGSEBENE (Zyklus 1
9
, DIN/ISO:
G80, Sof
tw
a
re
-Option 1)
11.9 BEARBEITUNGSEBENE
(Zyklus 19, DIN/ISO: G80,
Software-Option 1)
Wirkung
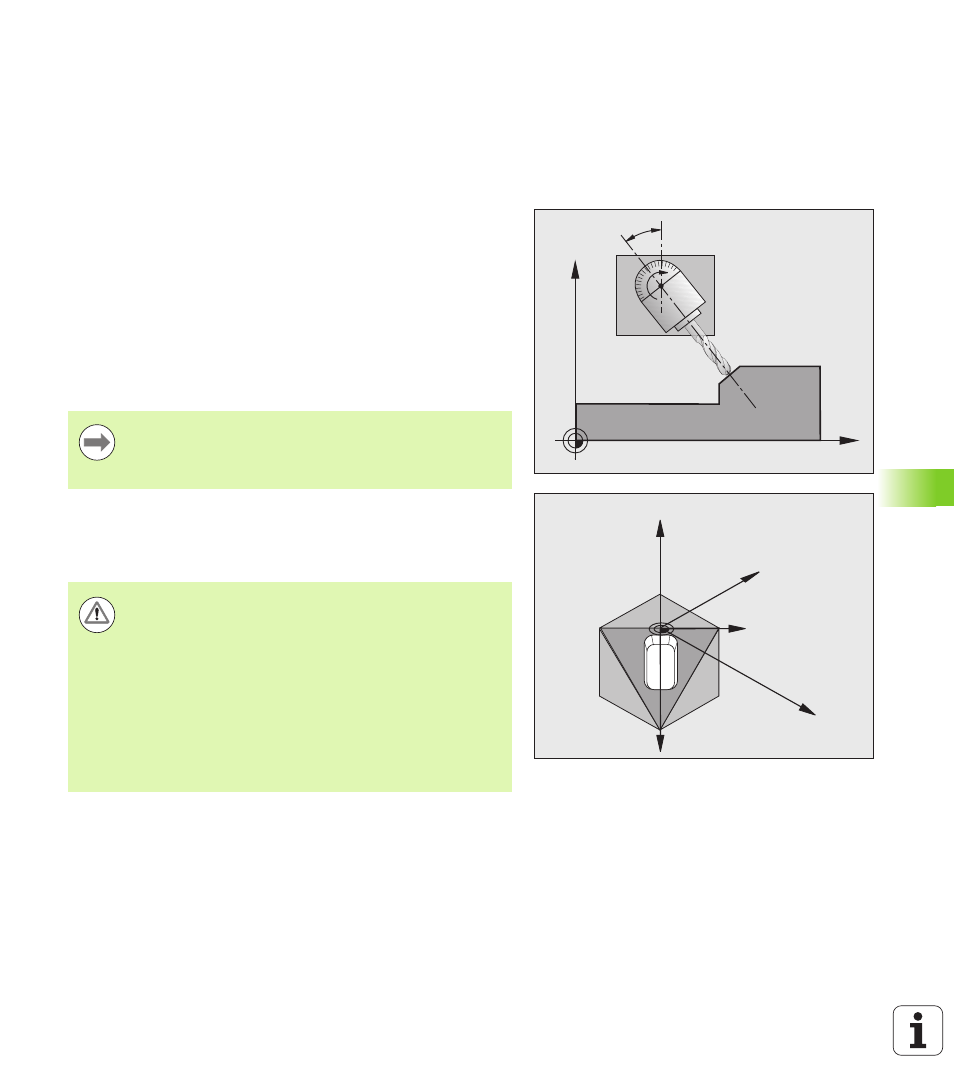
Im Zyklus 19 definieren Sie die Lage der Bearbeitungsebene – sprich
die Lage der Werkzeugachse bezogen auf das maschinenfeste
Koordinatensystem – durch die Eingabe von Schwenkwinkeln. Sie
können die Lage der Bearbeitungsebene auf zwei Arten festlegen:
Stellung der Schwenkachsen direkt eingeben
Lage der Bearbeitungsebene durch bis zu drei Drehungen
(Raumwinkel) des maschinenfesten Koordinatensystems
beschreiben. Die einzugebenden Raumwinkel erhalten Sie, indem
Sie einen Schnitt senkrecht durch die geschwenkte
Bearbeitungsebene legen und den Schnitt von der Achse aus
betrachten, um die Sie schwenken wollen. Mit zwei Raumwinkeln
ist bereits jede beliebige Werkzeuglage im Raum eindeutig definiert.
Wenn Sie die Lage der Bearbeitungsebene über Raumwinkel
programmieren, berechnet die TNC die dafür erforderlichen
Winkelstelllungen der Schwenkachsen automatisch und legt diese in
den Parametern Q120 (A-Achse) bis Q122 (C-Achse) ab.
Z
X
B
X
Z
Y
X'
Y'
Beachten Sie, dass die Lage des geschwenkten
Koordinatensystems und damit auch Verfahrbewegungen
im geschwenkten System davon abhängen, wie Sie die
geschwenkte Ebene beschreiben.
Achtung Kollissionsgefahr!
Abhängig von Ihrer Maschinenkonfiguration sind bei einer
Raumwinkeldefinition rechnerisch zwei Lösungen
(Achsstellungen) möglich. Prüfen Sie durch
entsprechende Tests an Ihrer Maschine, welche
Achsstellung die Software der TNC jeweils wählt.
Wenn Sie die Software-Option DCM verfügbar haben,
dann können Sie im Programm-Test die jeweilige
Achsstellung in der Ansicht PROGRAMM+KINEMATIK
anzeigen lassen (siehe Benutzer-Handbuch Klartext-
Dialog, Dynamische Kollisionsüberwachung).