Zyklusparameter – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 148
148
Bearbeitungszyklen: Taschenfräsen / Zapfenfräsen / Nutenfräsen
5.3 KREIS
T
A
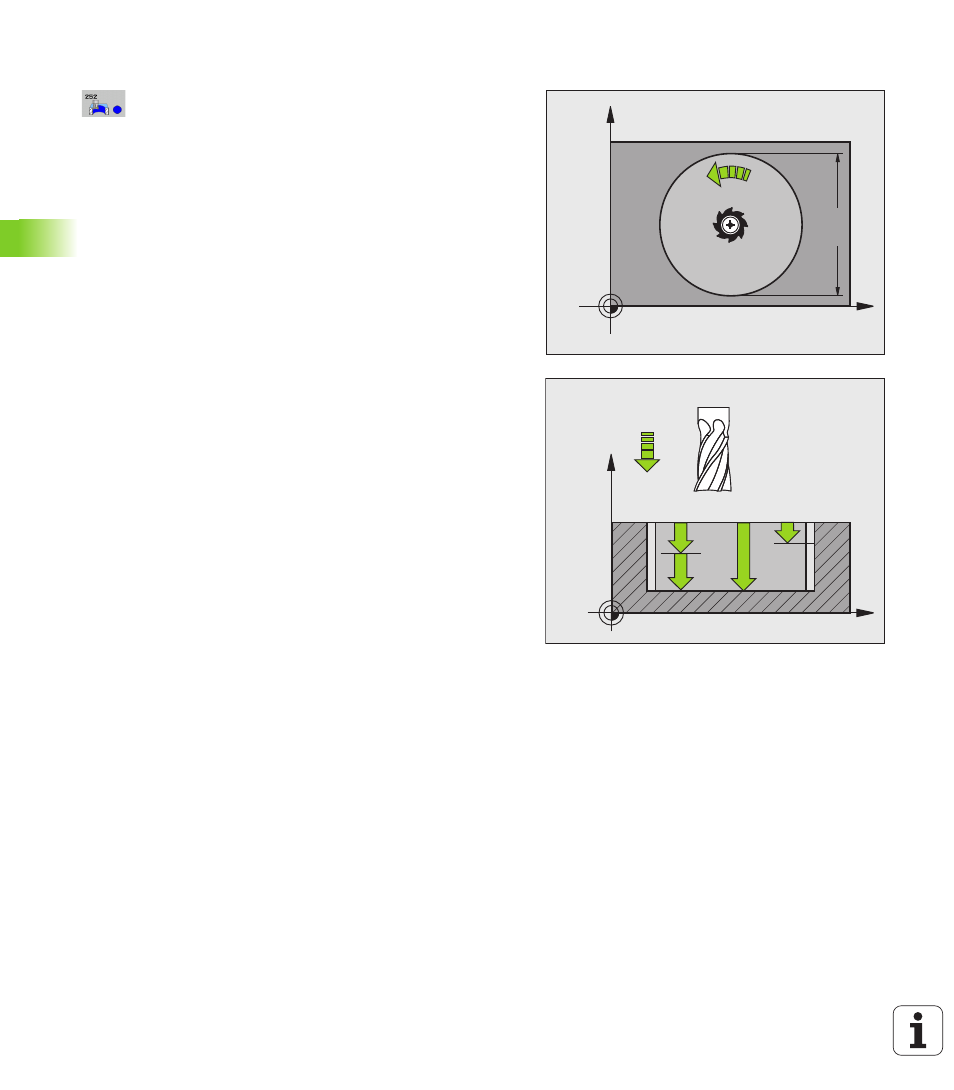
SCHE (Zyklus 252, DIN/ISO:
G252)
Zyklusparameter
Bearbeitungs-Umfang (0/1/2)
Q215: Bearbeitungs-
Umfang festlegen:
0
: Schruppen und Schlichten
1
: Nur Schruppen
2
: Nur Schlichten
Schlichten Seite und Schlichten Tiefe werden nur
ausgeführt, wenn das jeweilige Schlichtaufmaß
(Q368, Q369) definiert ist
Kreisdurchmesser
Q223: Durchmesser der fertig
bearbeiteten Tasche. Eingabebereich 0 bis
99999,9999
Schlichtaufmaß Seite
Q368 (inkremental): Schlicht-
Aufmaß in der Bearbeitungsebene. Eingabebereich
0 bis 99999,9999
Vorschub Fräsen
Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min. Eingabebereich
0 bis 99999,999 alternativ FAUTO, FU, FZ
Fräsart
Q351: Art der Fräsbearbeitung bei M3:
+1
= Gleichlauffräsen
–1
= Gegenlauffräsen
+0
= Gleichlauffräsen, bei aktiver Spiegelung behält
die TNC jedoch die Fräsart Gleichlauf bei
alternativ PREDEF
Tiefe
Q201 (inkremental): Abstand Werkstück-
Oberfläche – Taschengrund. Eingabebereich
-99999,9999 bis 99999,9999
Zustell-Tiefe
Q202 (inkremental): Maß, um welches
das Werkzeug jeweils zugestellt wird; Wert größer 0
eingeben. Eingabebereich 0 bis 99999,9999
Schlichtaufmaß Tiefe
Q369 (inkremental): Schlicht-
Aufmaß für die Tiefe. Eingabebereich 0 bis
99999,9999
Vorschub Tiefenzustellung
Q206:
Verfahrgeschwindigkeit des Werkzeugs beim Fahren
auf Tiefe in mm/min. Eingabebereich 0 bis 99999,999
alternativ FAUTO, FU, FZ
Zustellung Schlichten
Q338 (inkremental): Maß, um
welches das Werkzeug in der Spindelachse beim
Schlichten zugestellt wird. Q338=0: Schlichten in
einer Zustellung. Eingabebereich 0 bis 99999,9999
X
Y
Q207
Q223
X
Z
Q201
Q206
Q202
Q338