4 messen winkel (zyklus 420, din/iso: g420), Zyklusablauf, Beim programmieren beachten – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 423: Zyklusablauf beim programmieren beachten, Seite 423
HEIDENHAIN iTNC 530
423
16.4 MESSEN WINKEL (Z
yklus 420, DIN/ISO:
G420)
16.4 MESSEN WINKEL (Zyklus 420,
DIN/ISO: G420)
Zyklusablauf
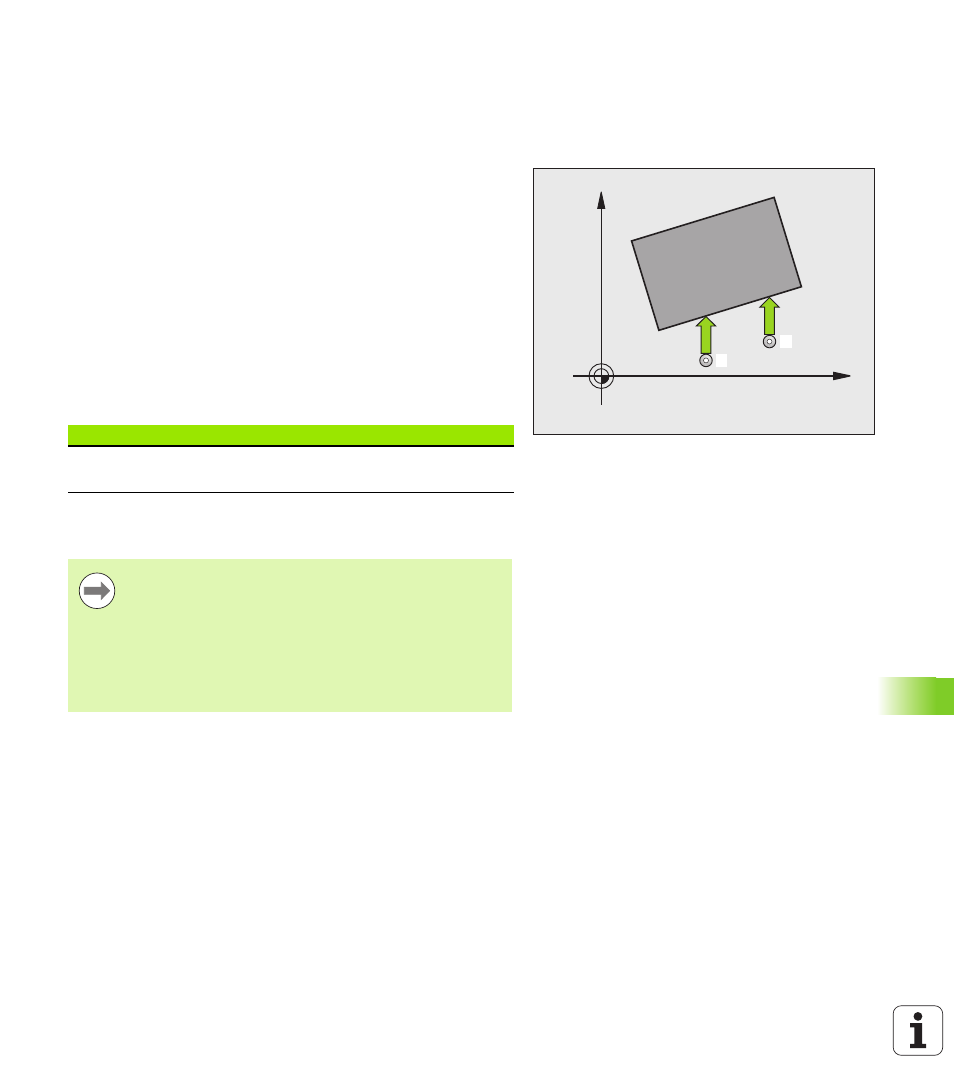
Der Tastsystem-Zyklus 420 ermittelt den Winkel, den eine beliebige
Gerade mit der Hauptachse der Bearbeitungsebene einschließt.
1
Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
MP6150) und mit Positionierlogik (siehe „Tastsystemzyklen
abarbeiten” auf Seite 336) zum programmierten Antastpunkt
1
.
Die TNC versetzt dabei das Tastsystem um den Sicherheits-
Abstand entgegen der festgelegten Verfahrrichtung
2
Anschließend fährt das Tastsystem auf die eingegebene
Messhöhe und führt den ersten Antast-Vorgang mit Antast-
Vorschub (MP6120) durch
3
Danach fährt das Tastsystem zum nächsten Antastpunkt
2
und
führt den zweiten Antast-Vorgang durch
4
Die TNC positioniert das Tastsystem zurück auf die Sichere Höhe
und speichert den ermittelten Winkel in folgendem Q-Parameter:
Beim Programmieren beachten!
X
Y
1
2
Parameter-Nummer
Bedeutung
Q150
Gemessener Winkel bezogen auf die
Hauptachse der Bearbeitungsebene
Vor der Zyklus-Definition müssen Sie einen Werkzeug-
Aufruf zur Definition der Tastsystem-Achse programmiert
haben.
Wenn Tastsystemachse = Messachse definiert ist, dann
Q263
gleich Q265 wählen, wenn Winkel in Richtung der A-
Achse gemessen werden soll; Q263 ungleich Q265 wäh-
len, wenn Winkel in Richtung der B-Achse gemessen wer-
den soll.