Zyklusparameter – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 388
388
Tastsystemzyklen: Bezugspunkte automatisch erfassen
15.8 BEZUGSPUNKT ECKE A
U
SS
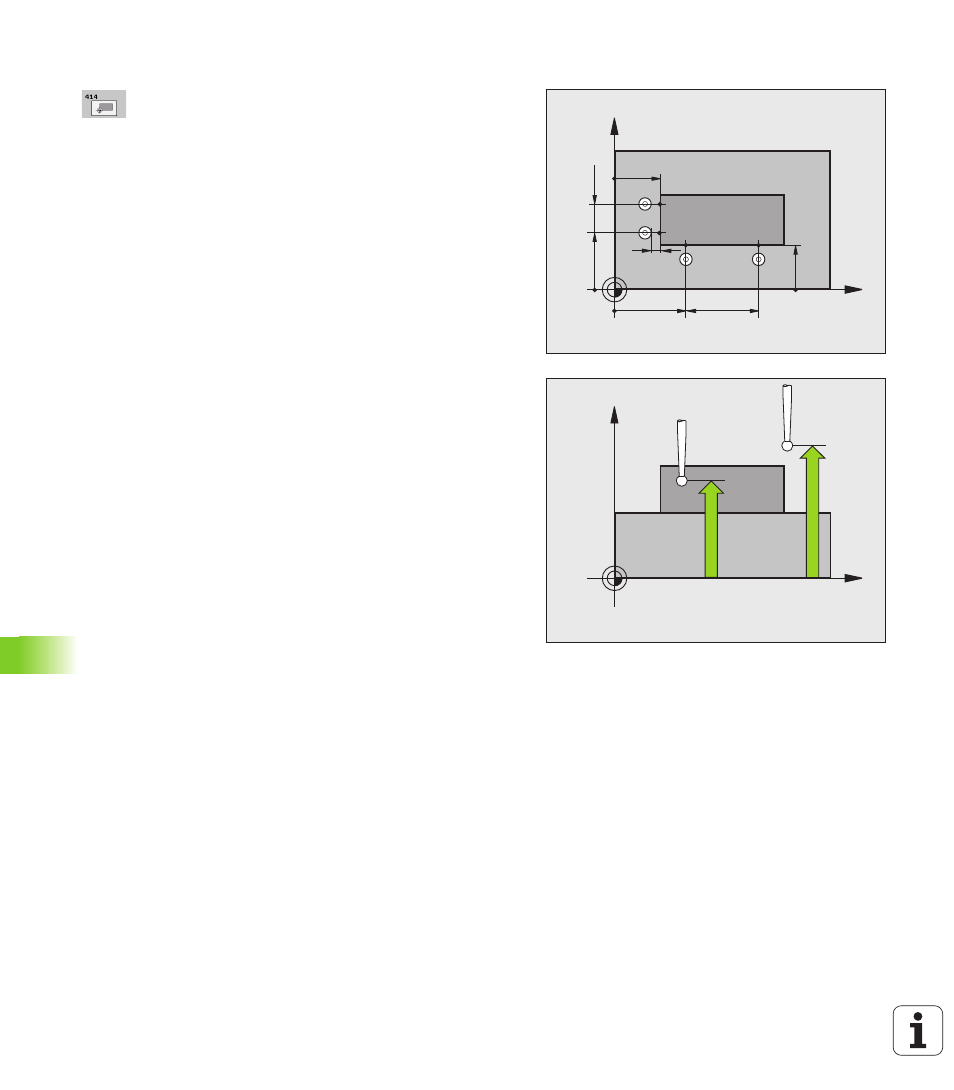
EN (Zyklus 414, DIN/ISO:
G414)
Zyklusparameter
1. Messpunkt 1. Achse
Q263 (absolut): Koordinate
des ersten Antastpunktes in der Hauptachse der
Bearbeitungsebene. Eingabebereich -99999,9999 bis
99999,9999
1. Messpunkt 2. Achse
Q264 (absolut): Koordinate
des ersten Antastpunktes in der Nebenachse der
Bearbeitungsebene. Eingabebereich -99999,9999 bis
99999,9999
Abstand 1. Achse
Q326 (inkremental): Abstand
zwischen erstem und zweitem Messpunkt in der
Hauptachse der Bearbeitungsebene. Eingabebereich
0 bis 99999,9999
3. Messpunkt 1. Achse
Q296 (absolut): Koordinate
des dritten Antastpunktes in der Hauptachse der
Bearbeitungsebene. Eingabebereich -99999,9999 bis
99999,9999
3. Messpunkt 2. Achse
Q297 (absolut): Koordinate
des dritten Antastpunktes in der Nebenachse der
Bearbeitungsebene. Eingabebereich -99999,9999 bis
99999,9999
Abstand 2. Achse
Q327 (inkremental): Abstand
zwischen drittem und viertem Messpunkt in der
Nebenachse der Bearbeitungsebene. Eingabebereich
0 bis 99999,9999
Messhöhe in der Tastsystem-Achse
Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen
soll. Eingabebereich -99999,9999 bis 99999,9999
Sicherheits-Abstand
Q320 (inkremental):
Zusätzlicher Abstand zwischen Messpunkt und
Tastsystemkugel. Q320 wirkt additiv zu MP6140.
Eingabebereich 0 bis 99999,9999 alternativ PREDEF
Sichere Höhe
Q260 (absolut): Koordinate in der
Tastsystem-Achse, in der keine Kollision zwischen
Tastsystem und Werkstück (Spannmittel) erfolgen
kann. Eingabebereich -99999,9999 bis 99999,9999
alternativ PREDEF
X
Y
Q297
Q263
Q326
Q264
Q296
Q327
MP6140
+
Q320
X
Y
Q261
Q260