12 kontur-zug 3d (zyklus 276, din/iso: g276), Zyklusablauf, Siehe „kontur – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 215: Zug 3d (zyklus 276, din/iso: g276)” auf seite 215), Siehe, Seite 215
HEIDENHAIN iTNC 530
215
7.
12 K
O
NTUR-ZUG 3D (Zyklus 27
6, DIN/ISO:
G27
6
)
7.12 KONTUR-ZUG 3D (Zyklus 276,
DIN/ISO: G276)
Zyklusablauf
Mit diesem Zyklus lassen sich zusammen mit Zyklus 14 KONTUR -
offene und geschlossene Konturen bearbeiten. Bei Bedarf können Sie
die Kontur an Innenecken auch mit der automatischen
Restmaterialerkennung nachbearbeiten.
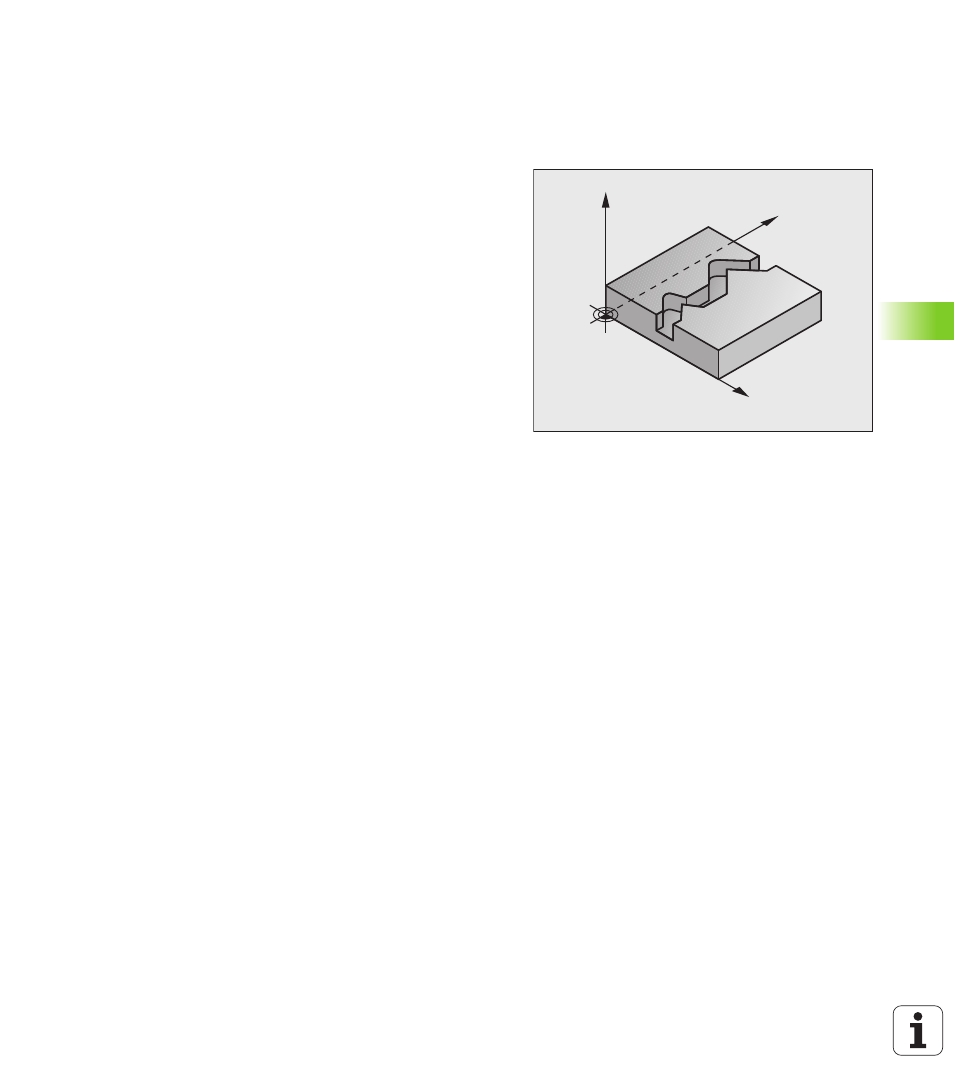
Der Zyklus 276 KONTUR-ZUG 3D interpretiert im Vergleich zum Zyklus 25
KONTUR-ZUG
auch Koordinaten in der Werkzeug-Achse (Z-Achse), die
im Kontur-Unterprogramm definiert sind. Dadurch lassen sich
beispeilsweise Umrisse, die im CAM-System erzeugt wurden, auf
einfache Weise bearbeiten.
Bearbeiten einer Kontur ohne Zustellung: Frästiefe Q1=0
1
Das Werkzeug fährt mit Positionierlogik auf den Startpunkt der
Bearbeitung, der sich durch den ersten Konturpunkt der gewählten
Bearbeitungsrichtung und der gewählten Anfahrfunktion ergibt
2
Die TNC fährt tangential an die Kontur an und bearbeitet diese bis
zum Konturende
3
Am Konturendpunkt fährt die TNC das Werkzeug tangential von
der Kontur weg. Die Wegfahrfunktion führt die TNC identisch zur
Anfahrfunktion aus
4
Abschließend positioniert die TNC das Werkzeug auf die sichere
Höhe
Bearbeiten einer Kontur mit Zustellung: Frästiefe Q1 ungleich 0
und Zustell-Tiefe Q10 definiert
1
Das Werkzeug fährt mit Positionierlogik auf den Startpunkt der
Bearbeitung, der sich durch den ersten Konturpunkt der gewählten
Bearbeitungsrichtung und der gewählten Anfahrfunktion ergibt
2
Die TNC fährt tangential an die Kontur an und bearbeitet diese bis
zum Konturende
3
Am Konturendpunkt fährt die TNC das Werkzeug tangential von
der Kontur weg. Die Wegfahrfunktion führt die TNC identisch zur
Anfahrfunktion aus
4
Wenn pendelnde Bearbeitung gewählt ist (Q15=0), fährt die TNC
auf die nächste Zustell-Tiefe und bearbeitet die Kontur zurück bis
zum ursprünglichen Startpunkt. Ansonsten fährt die TNC das
Werkzeug auf sicherer Höhe zurück zum Startpunkt der
Bearbeitung und dort auf die nächste Zustell-Tiefe. Die
Wegfahrfunktion führt die TNC identisch zur Anfahrfunktion aus
5
Dieser Vorgang wiederholt sich, bis die programmierte Tiefe
erreicht ist
6
Abschließend positioniert die TNC das Werkzeug auf die sichere
Höhe
Y
X
Z