HEIDENHAIN MANUALplus 4110 Pilot Benutzerhandbuch
Seite 58
58
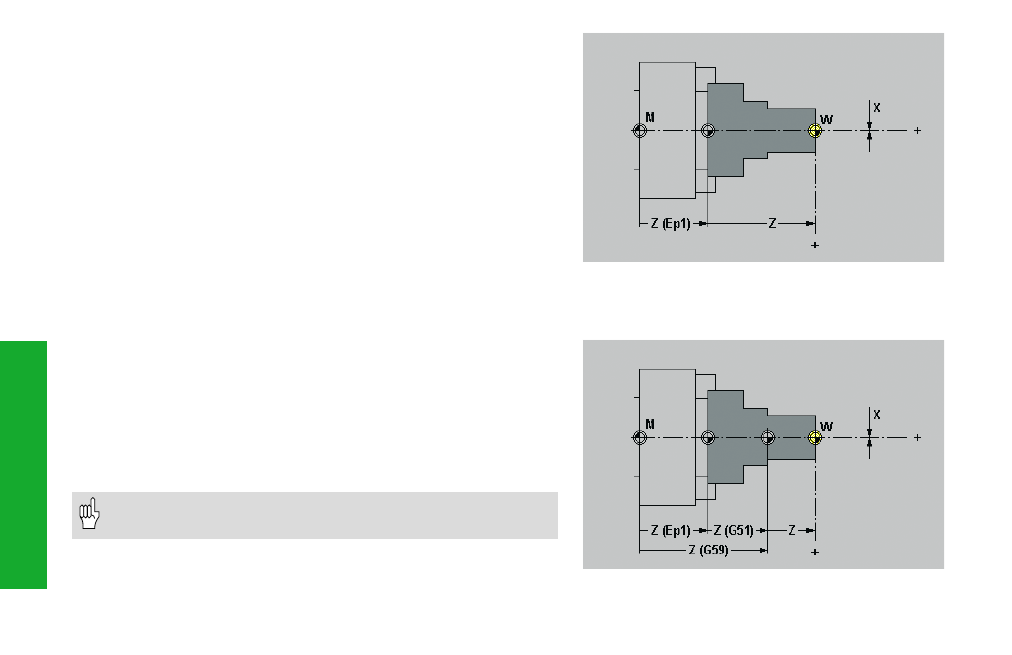
Nullpunktverschiebung G51
G51 verschiebt den Werkstück-Nullpunkt um „Z“ (oder „X“). Die
Verschiebung bezieht sich auf den Werkstück-Nullpunkt (Einrichte-
betrieb: „Achswerte setzen“).
Auch wenn Sie G51 mehrfach programmieren, bleibt der Bezugspunkt
der im Einrichtebetrieb definierte Werkstück-Nullpunkt.
Ein mit G51 definierter Werkstück-Nullpunkt gilt bis Programmende,
oder bis er von anderen Nullpunktverschiebungen aufgehoben wird.
Parameter
X, Z:
Verschiebung (X Durchmessermaß)
Nullpunktverschiebung additiv G56
G56 verschiebt den Werkstücknullpunkt um „Z“ (oder „X“). Die Ver-
schiebung bezieht sich auf den aktuell gültigen Werkstück-Nullpunkt.
Wenn Sie G56 mehrfach programmieren, wird die Verschiebung auf den
aktuell gültigen Werkstück-Nullpunkt addiert.
Parameter
X, Z:
Verschiebung (X Durchmessermaß)
G51 oder G59 heben additive Nullpunktverschiebungen auf.
Nullpunktv
ersc
hiebung
en