HEIDENHAIN MANUALplus 4110 Pilot Benutzerhandbuch
Seite 68
68
Einstechzyklus
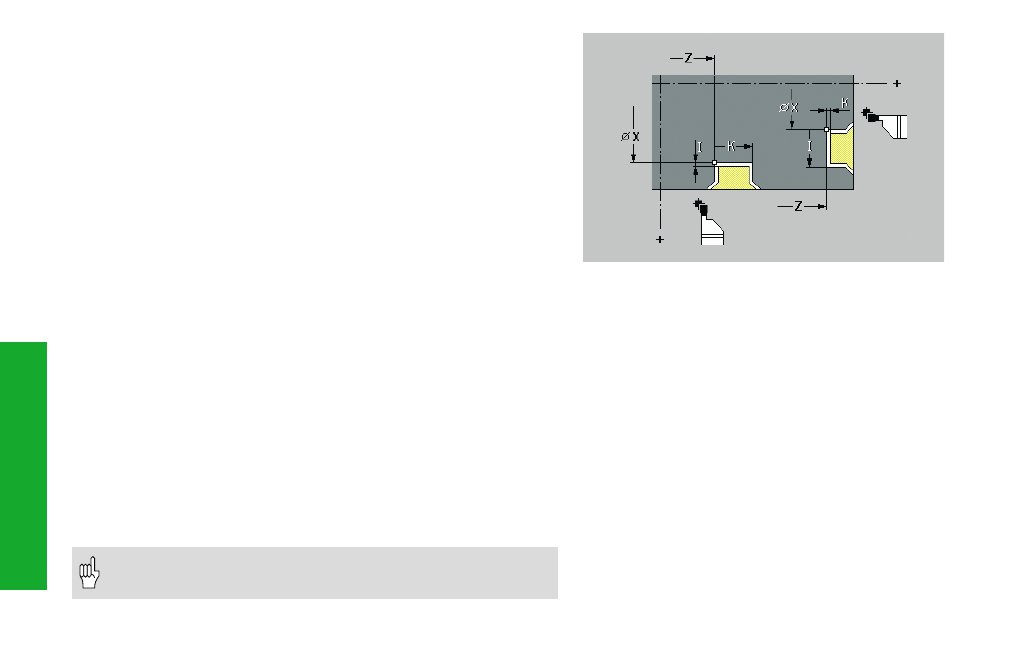
Einfacher Einstechzyklus G86
G86 erstellt einfache radiale und axiale Einstiche mit Fasen. Die
MANUALplus ermittelt die Lage des Einstichs anhand der „Werk-
zeugorientierung“.
Ein programmiertes Aufmaß wird beim Vorstechen berücksichtigt.
Anschließend erfolgt das Fertigstechen (Schlichten). Die „Verweilzeit E“
wird nur beim Fertigstechen berücksichtigt.
G86 erstellt Fasen an den Seiten des Einstichs. Sie müssen das Werk-
zeug ausreichend vor dem Einstich positionieren, wenn Sie die Fasen
nicht wollen. Die Startposition können Sie wie folgt berechnen:
XS = XK + 2 * (1,3 – b)
XS: Startposition (Durchmessermaß)
XK: Konturdurchmesser
b:
Fasenbreite
Werkzeugposition am Zyklusende:
• radialer Einstich: X – Startposition; Z – letzte Stechposition
• axialer Einstich: X – letzte Stechposition; Z – Startposition
Parameter
X, Z:
Bodeneckpunkt (X Durchmessermaß)
I, K:
Aufmaß/Einstichbreite
• radialer Einstich: I = Aufmaß; K = Einstichbreite
• axialer Einstich: I = Einstichbreite; K = Aufmaß
Geben Sie die „Einstichbreite“ nicht an, erfolgt ein Stechhub
(Einstichbreite = Werkzeugbreite).
E:
Verweilzeit (Freischneidezeit) – default: Zeitdauer einer Umdre-
hung
• Schneidenradiuskorrektur: wird nicht durchgeführt
• Aufmaße: werden nicht verrechnet