HEIDENHAIN MANUALplus 4110 Pilot Benutzerhandbuch
Seite 74
74
Gewindezyklen
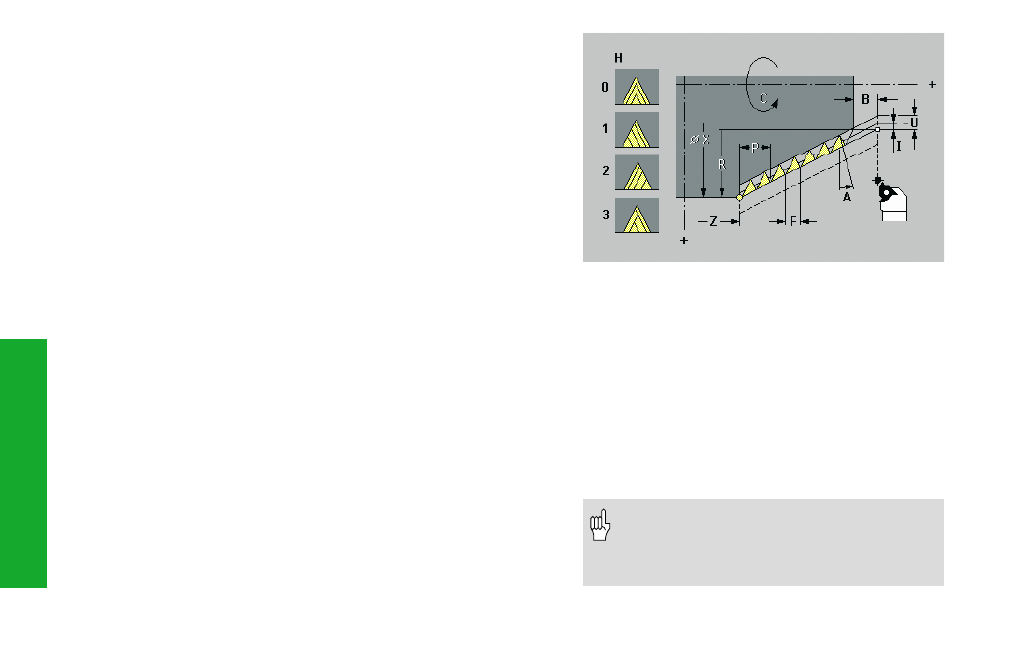
Universalgewindezyklus G31
(mit und ohne Konturbeschreibung)
G31 erstellt Gewinde in beliebiger Richtung und Lage. Sie können
mehrere Gewinde ketten. Wenn Sie „Endpunkt Gewinde“ programmie-
ren, beginnt das Gewinde an der Werkzeugposition und endet bei „X, Z“.
Geben Sie „Endpunkt Gewinde“ nicht ein, erwartet G31 in den Folgesät-
zen die Konturelemente, auf denen das Gewinde gefertigt werden soll
(Konturbeschreibung). Sie können bis zu 6 Konturelemente definieren.
G80 schließt die Konturdefinition ab.
Die Zustellungen werden bei „V=0 oder V=1“ anhand von U und I
berechnet. Bei „V=2 oder V=3“ werden die Zustellungen aus Drehzahl
und „Gewindesteigung F“ berechnet.
Parameter
X, Z:
Endpunkt Gewinde (X Durchmessermaß)
F:
Gewindesteigung
U:
Gewindetiefe
U > 0: Innengewinde
U<=0: Außengewinde auf Längs-, Stirn- oder Rückseite
I:
maximale Zustellung
R:
Radiendifferenz – default: 0; es gilt: R=(X–XA)/2
XA=Durchmesser Gewindeanfang
X=Durchmesser Gewindeende
B:
Anlauflänge – default: B=F*Drehzahl/1000
P:
Überlauflänge – default: P=F*Drehzahl/1000
A:
Zustellwinkel – default: A=arctan(0,5*F/U);
Bereich: 0° < A < 60°
V:
Zustellart – default: 0;
• V=0: konstanter Spanquerschnitt bei allen Schnitten
• V=1: konstante Zustellung
• V=2: mit Restschnittaufteilung – Wenn U/I
einen Rest ergibt, gilt dieser „Rest" für die
erste Zustellung. Der „letzte Schnitt" wird in
1/2-, 1/4-, 1/8- und 1/8-Schnitt aufgeteilt.
• V=3: ohne Restschnittaufteilung
H:
Versatzart – default: 0
• H=0: ohne Versatz
• H=1: Versatz von links
• H=2: Versatz von rechts
• H=3: Versatz abwechselnd rechts/links
Q:
Anzahl Leerdurchläufe nach dem letzten
Schnitt – default: 0
C:
Startwinkel – default: 0
• „Zyklus-Stop“ wirkt am Ende eines Gewin-
deschnitts.
• Der Vorschuboverride ist während der
Zyklusausführung nicht wirksam.