HEIDENHAIN MANUALplus 4110 Pilot Benutzerhandbuch
Seite 76
76
Gewindezyklen
Gewinde Einzelweg G33
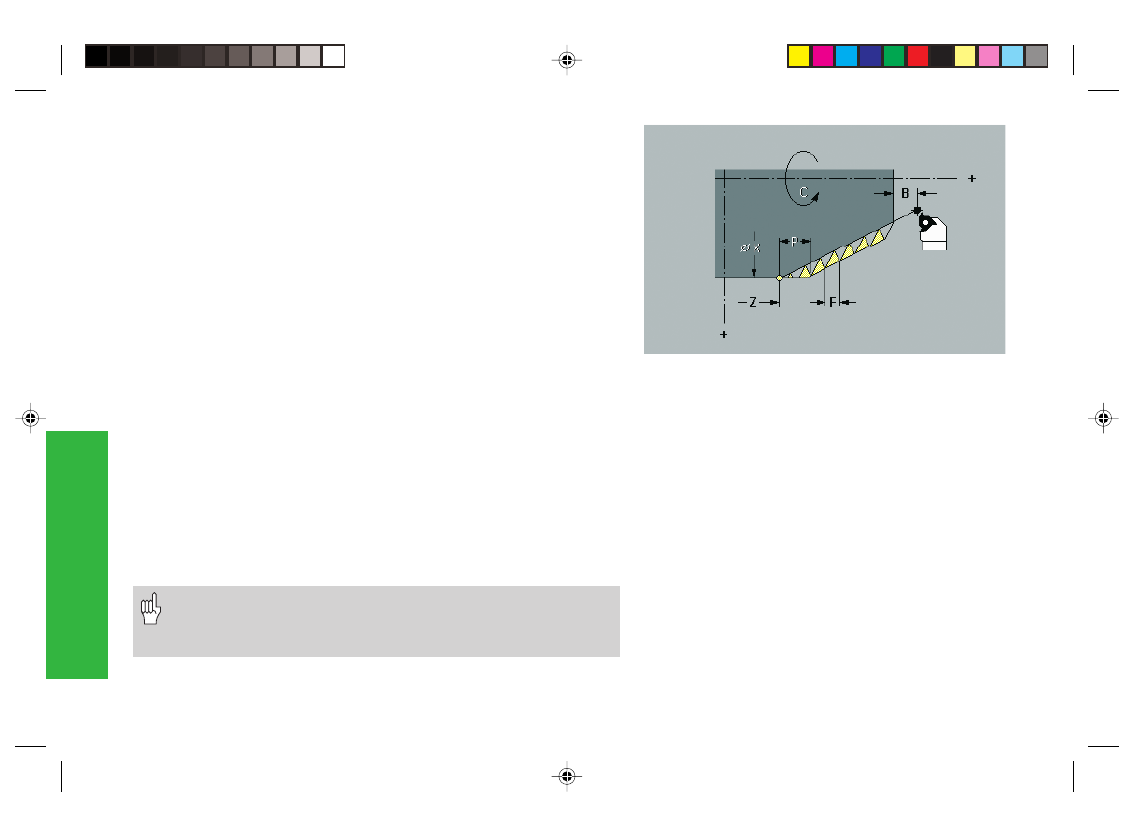
G33 erstellt Gewinde in beliebiger Richtung und Lage (Längs-, Kegel- oder
Plangewinde; Innen- oder Außengewinde).
Das Gewinde beginnt an der Werkzeugposition und endet bei „X, Z“.
Parameter
X, Z:
Endpunkt Gewinde (X Durchmessermaß)
F:
Gewindesteigung
B:
Anlauflänge – default : 0
P:
Überlauflänge – default : 0
C:
Startwinkel (wenn der Gewindestart definiert zu einem nicht
rotationssymetrischen Konturelement liegt) – default: 0
Q:
Nummer der Spindel – default: 0 (Hauptspindel)
H:
Bezugsrichtung für Gewindesteigung – default: 3
• H=0: Vorschub auf Z-Achse (für Längs- und Kegelgewinde bis
maximal +45°/–45° zur Z-Achse
• H=1: Vorschub auf X-Achse (für Plan- und Kegelgewinde bis
maximal +45°/–45° zur X-Achse
• H=3: Bahnvorschub
E:
variable Steigung (vergrößert/verkleinert die Steigung pro Umdre-
hung um E) – default: 0
I:
Rückzugsabstand in X (Radiusmaß): Weg, um den bei einem
Zyklus-Stop abgehoben wird
K:
Rückzugsabstand in Z: Weg, um den bei einem Zyklus-Stop
abgehoben wird
• „Zyklus-Stop“ wirkt am Ende eines Gewindeschnitts.
• Vorschub- und Spindeloverride sind während der Zyklusaus-
führung nicht wirksam.
4110_5d.pm6
08.03.2006, 11:23
76