HEIDENHAIN MANUALplus 4110 Pilot Benutzerhandbuch
Seite 69
Advertising
69
Einstechzyklus
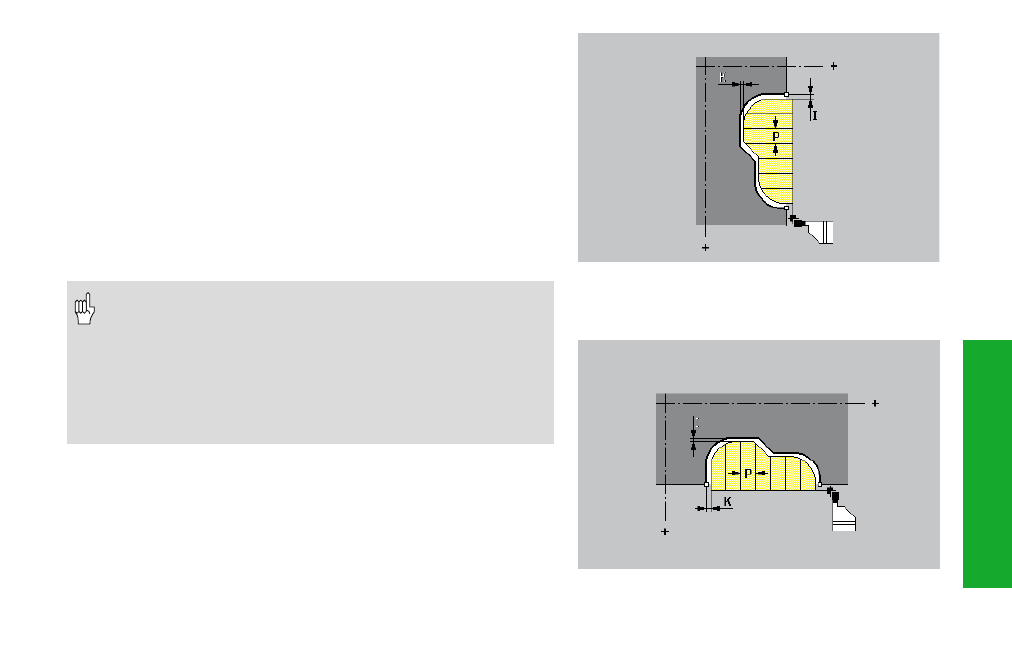
Konturstechen axial G861
Konturstechen radial G862
G861/G862 sticht den durch die Werkzeugposition und den Folgesätzen
beschriebenen Konturbereich.
Werkzeugposition am Zyklusende: Zyklusstartpunkt.
Parameter
P:
Stechbreite
I, K:
Aufmaße – default: 0
Q:
Schruppen/Schlichten
• Q=0: nur Schruppen
• Q=1: Schruppen und Schlichten
E:
Schlichtvorschub – default: aktiver Vorschub
• Berechnung der Stechaufteilung
• „Stechbreite P“ ist angegeben: Zustellungen
P
• „Stechbreite P“ ist nicht angegeben: Zustellungen
0,8 *
Schneidenbreite des Werkzeugs
• Schneidenradiuskorrektur: wird durchgeführt
• Aufmaße: G57/G58-Aufmaße werden verrechnet, wenn I/K in
dem Zyklus nicht angegeben sind. Nach der Zyklusausführung
werden die Aufmaße gelöscht.
Advertising