HEIDENHAIN MANUALplus 4110 Pilot Benutzerhandbuch
Seite 79
79
Gewindezyklen
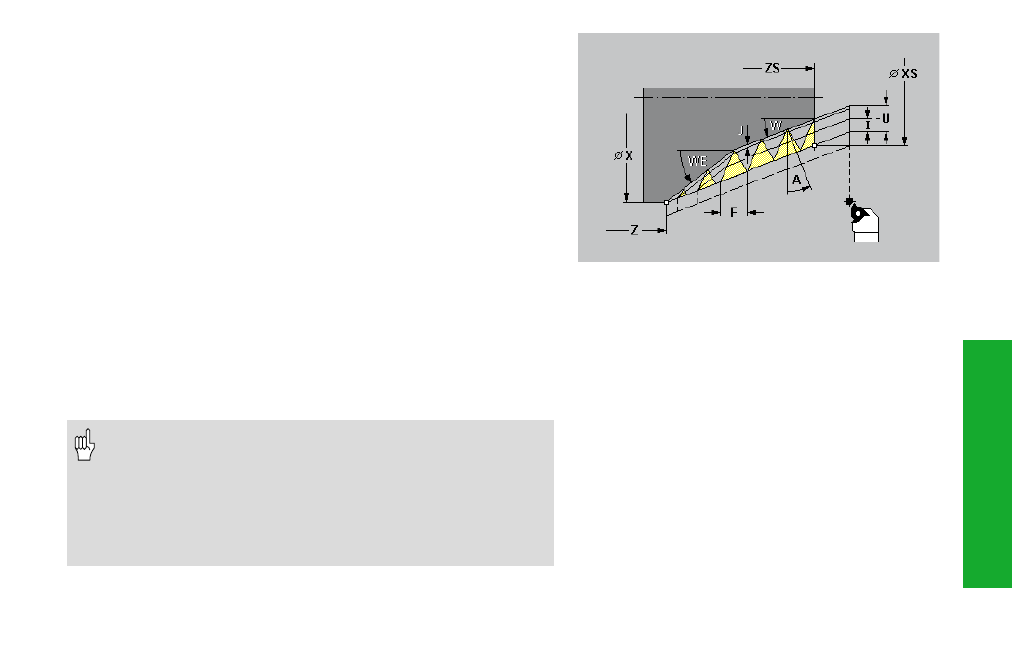
Kegliges API-Gewinde G352
G352 erstellt ein ein- oder mehrgängiges API-Gewinde. Die Gewindetiefe
verringert sich am Auslauf des Gewindes. Das Gewinde beginnt bei „XS,
ZS“ und endet bei „X, Z“.
Parameter
XS,ZS: Anfangspunkt Gewinde (XS Durchmessermaß)
X, Z:
Endpunkt Gewinde (X Durchmessermaß)
F:
Gewindesteigung
U:
Gewindetiefe
• U > 0: Innengewinde
• U<=0: Außengewinde auf Längs-, Stirn- oder Rückseite
I:
maximale Zustellung – default: I wird aus Gewindesteigung und
Gewindetiefe errechnet
A:
Zustellwinkel – default: 30°; Bereich: –60° < A < 60°
• A>0: Zustellung von der rechten Flanke
• A<0: Zustellung von der linken Flanke
D:
Gangzahl – default: 1
W:
Kegelwinkel – default: 0°; Bereich: –45° < W < 45°
WE:
Auslaufwinkel – default: 12°; Bereich: 0° < WE < 90°
J:
Restschnittiefe – default: 1/100 mm
• „Zyklus-Stop“ wirkt am Ende eines Gewindeschnitts.
• Vorschub- und Spindeloverride sind während der Zyklusaus-
führung nicht wirksam.
• Parameterkombinationen zur Definition des Kegelwinkels:
• XS/ZS, X/Z
• XS/ZS, Z, W
• ZS, X/Z, W