HEIDENHAIN MANUALplus 4110 Pilot Benutzerhandbuch
Seite 63
63
Abspanzyklen
Konturschruppen längs mit Eintauchen G819
Konturschruppen plan mit Eintauchen G829
G819/G829 zerspant (schruppt) den durch die Werkzeugposition und den
Folgesätzen beschriebenen Konturbereich – mit Eintauchen.
Werkzeugposition am Zyklusende: Zyklusstartpunkt.
Parameter
X/Z:
Schnittbegrenzung (X Durchmessermaß)
P:
maximale Zustellung
E:
Eintauchvorschub
• E=0: fallende Konturen nicht bearbeiten
• keine Eingabe: der Vorschub wird abhängig vom Eintauchwinkel
reduziert – maximale Reduzierung: 50%.
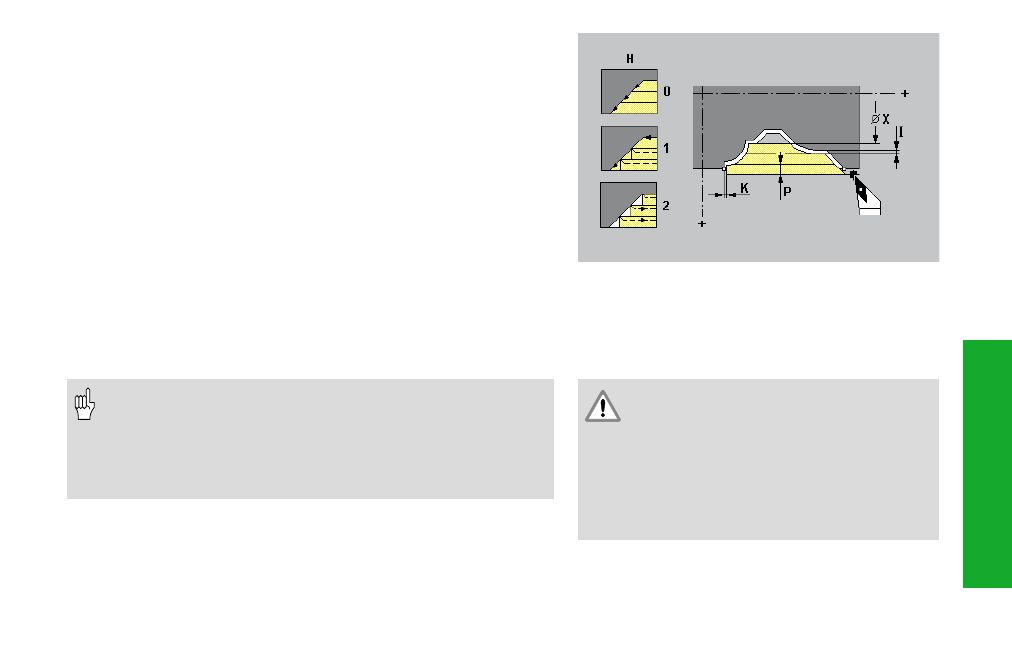
H:
Abfahrart – default: 1
• 0: spant nach jedem Schnitt entlang der Kontur
• 1: hebt unter 45° ab; spant mit dem letzten Schnitt entlang der
Kontur
• 2: hebt unter 45° ab – ohne Schnitt entlang der Kontur
I/K:
Aufmaße – default: 0
• Schneidenradiuskorrektur: wird durchgeführt
• Aufmaße: G57/G58-Aufmaße werden verrechnet, wenn I/K in
dem Zyklus nicht angegeben sind. Nach der Zyklusausführung
werden die Aufmaße gelöscht.
• Der Sicherheitsabstand nach jedem Schnitt wird in „Aktuelle
Parameter – Bearbeitung – Sicherheitsabstände“ eingestellt.
Achtung Kollisionsgefahr!
• Sind Einstell- und Spitzenwinkel des Werk-
zeugs nicht definiert, taucht das Werkzeug
mit dem Eintauchwinkel ein.
• Sind Einstell- und Spitzenwinkel des Werk-
zeugs definiert, taucht das Werkzeug mit
dem maximal möglichen Winkel ein. Das
Restmaterial bleibt stehen.
Beispiel: Konturschruppen längs G819