HEIDENHAIN MANUALplus 4110 Pilot Benutzerhandbuch
Seite 96
96
Stir
nfl
ä
c
henbearbeit
ung
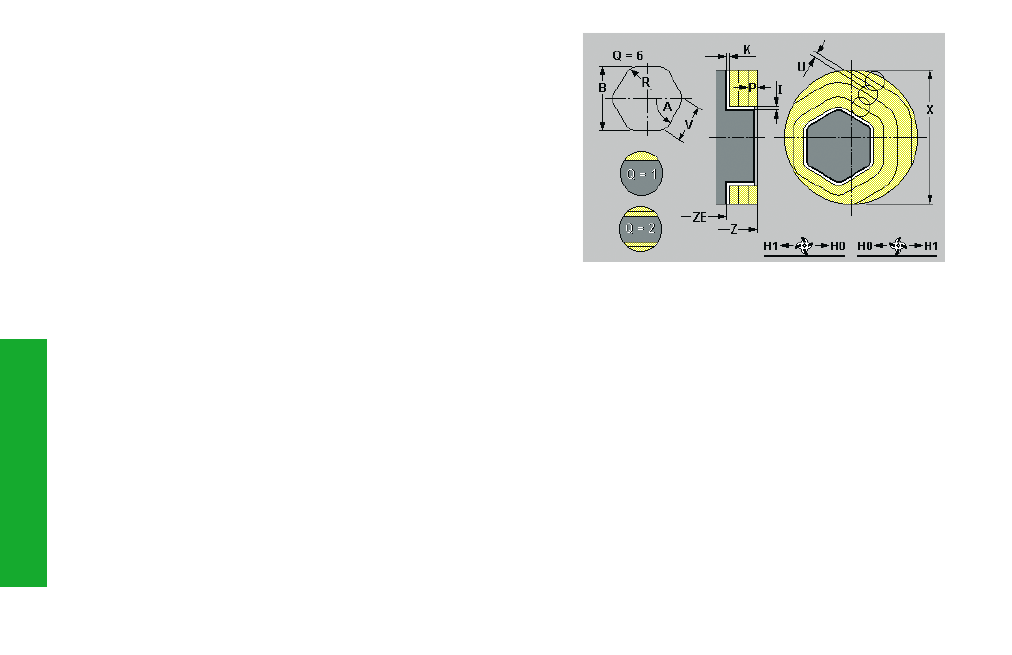
Flächenfräsen Stirnfläche G797
G797 fräst abhängig von „Q“ Flächen, ein Vieleck oder die im Befehl
nach G797 definierte Figur.
Bei „Q=0“ wird in dem nachfolgenden Befehl eine der folgenden Figuren
und dann ein G80 programmiert:
• G304 – Kreis
• G305 – Rechteck
• G307 – Vieleck
Ein Vieleck, das Sie mit G797 (Q>0) definieren, liegt im Zentrum. Eine im
nachfolgenden Befehl definierte Figur kann außerhalb des Zentrums
liegen.
Parameter
X:
Begrenzungsdurchmesser
Z, ZE:
Referenzkante, Fräsgrund
B:
Schlüsselweite – entfällt bei Q=0
• bei Q=1: B ist die Restdicke
• bei Q
2: B ist die Schlüsselweite
V:
Kantenlänge – entfällt bei Q=0
R:
Fase/Verrundung – entfällt bei Q=0
• R<0: Fasenlänge
• R>0: Verrundungsradius
A:
Neigungswinkel (Bezug siehe Hilfebild) – entfällt bei Q=0
Q:
Anzahl Flächen (0
Q 127) – default: 0
• Q=0: dem G797 folgt eine Figurbeschreibung
• Q=1: eine Fläche
• Q=2: zwei um 180° versetzte Flächen
• Q=3: Dreieck
• Q=4: Rechteck, Quadrat
• Q>4: Vieleck
P:
maximale Zustellung – default: eine Zustellung
U:
Überlappungsfaktor – (minimale) Überlap-
pung = U*Fräserdurchmesser – default: 0,5
I, K:
Aufmaß konturparallel, in Zustellrichtung
F:
Zustellvorschub (für Tiefenzustellung) –
default: aktiver Vorschub
E:
reduzierter Vorschub für zirkulare Elemente –
default: aktueller Vorschub
H:
Fräslaufrichtung – default: 0
• H=0: Gegenlauf
• H=1: Gleichlauf
O:
Schruppen/Schlichten – default: 0
• O=0: Schruppen
• O=1: Schlichten
J:
uni-/bidirektional (bei Q=1 oder Q=2)
• J=0: unidirektional
• J=1: bidirektional