HEIDENHAIN MANUALplus 4110 Pilot Benutzerhandbuch
Seite 65
65
Abspanzyklen
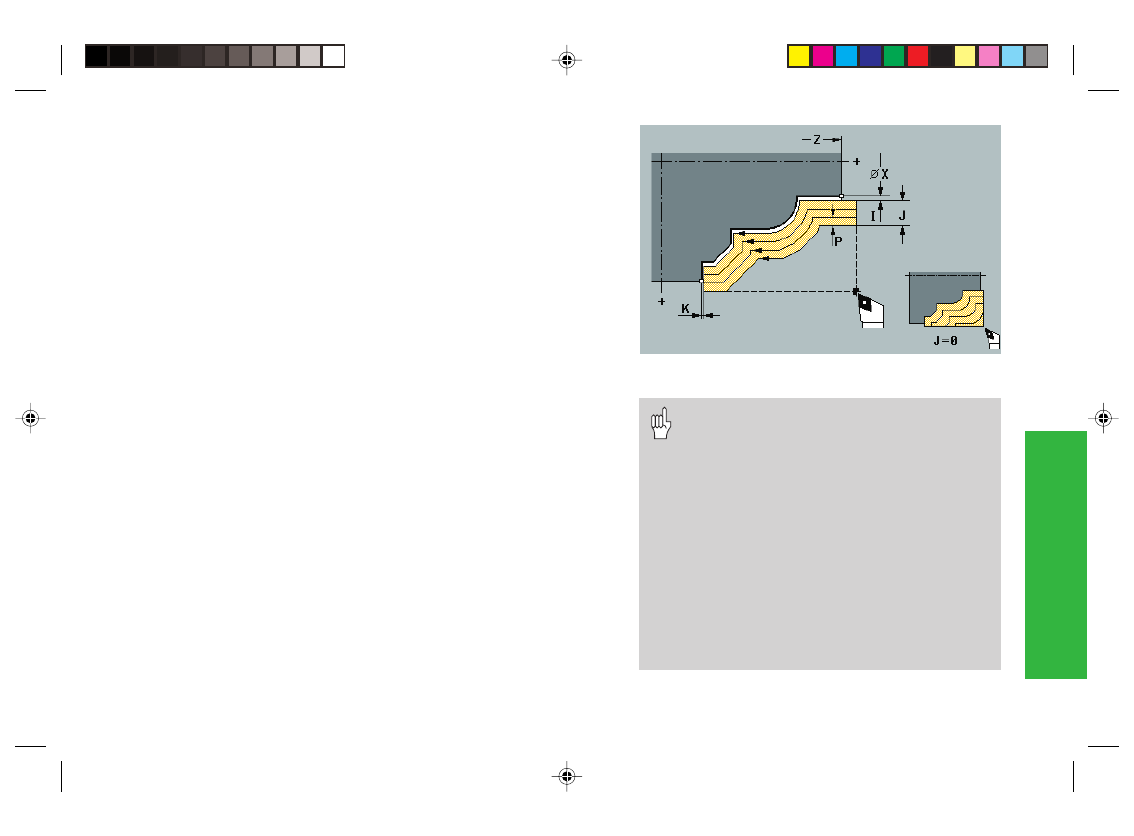
Konturparallel Schruppen G836
Der Zyklus schruppt konturparallel abhängig vom Parameter „J“:
• J=0: den durch „X, Z“ und der ICP-Kontur beschriebenen Bereich
unter Berücksichtigung der Aufmaße.
• J>0: den durch die ICP-Kontur (plus Aufmaße) und dem „Roh-
teilaufmaß J“ beschriebenen Bereich.
Der Konturstartpunkt wird entweder im Zyklus mit „X, Z“ oder im
G0-Satz nach dem Zyklusaufruf definiert. Die Folgesätze des G836
beschreiben den Konturabschnitts. G80 schließt die Konturbeschreibung
ab.
Werkzeugposition am Zyklusende: Zyklusstartpunkt.
Parameter
X, Z:
Startpunkt (X Durchmessermaß)
P:
maximale Zustellung
I/K:
Aufmaße – default: 0
Q:
Längs- oder Planbearbeitung – default: 0
• 0: Längsbearbeitung
• 1: Planbearbeitung
J:
Rohteilaufmaß – der Zyklus zerspant
• 0: ab der Werkzeugposition
• >0: den durch das Rohteilaufmaß beschriebenen Bereich
• Schneidenradiuskorrektur: wird durchge-
führt.
• Aufmaße: G57/G58-Aufmaße werden ver-
rechnet, wenn I/K in dem Zyklus nicht ange-
geben sind. Nach der Zyklusausführung
werden die Aufmaße gelöscht.
• Der Sicherheitsabstand nach jedem
Schnitt wird in „Aktuelle Parameter – Bear-
beitung – Sicherheitsabstände“ eingestellt.
• Bei Rohteilaufmaß J>0: Verwenden Sie als
„Zustelltiefe P“ die kleinere Zustellung,
wenn aufgrund der Schneidengeometrie die
maximale Zustellung in Längs- und Plan-
richtung unterschiedlich ist.
4110_5b.pm6
08.03.2006, 11:09
65